Can't find what you're looking for? Get in touch!
Walk into any safety equipment supplier in Johor and you will find both steel toe and composite toe safety shoes sitting side by side, often at very different price points, often with minimal explanation of why one might be right for your team over the other. Most procurement teams default to steel toe because it is familiar. Some default to composite because it sounds more advanced. Neither is the right approach.
The choice between steel toe and composite toe safety shoes is a specification decision that should be driven by the specific hazard environment, the working conditions, the regulatory requirements of the site, and the physical demands on the worker. Both meet the same fundamental impact and compression protection standard. The differences between them determine which one serves your team better in practice.
This guide breaks down the comparison clearly, covers the key differences in plain terms, and gives industrial buyers in Johor the information needed to make the right call for each site environment.
The Common Ground: What Both Toe Cap Types Must Deliver
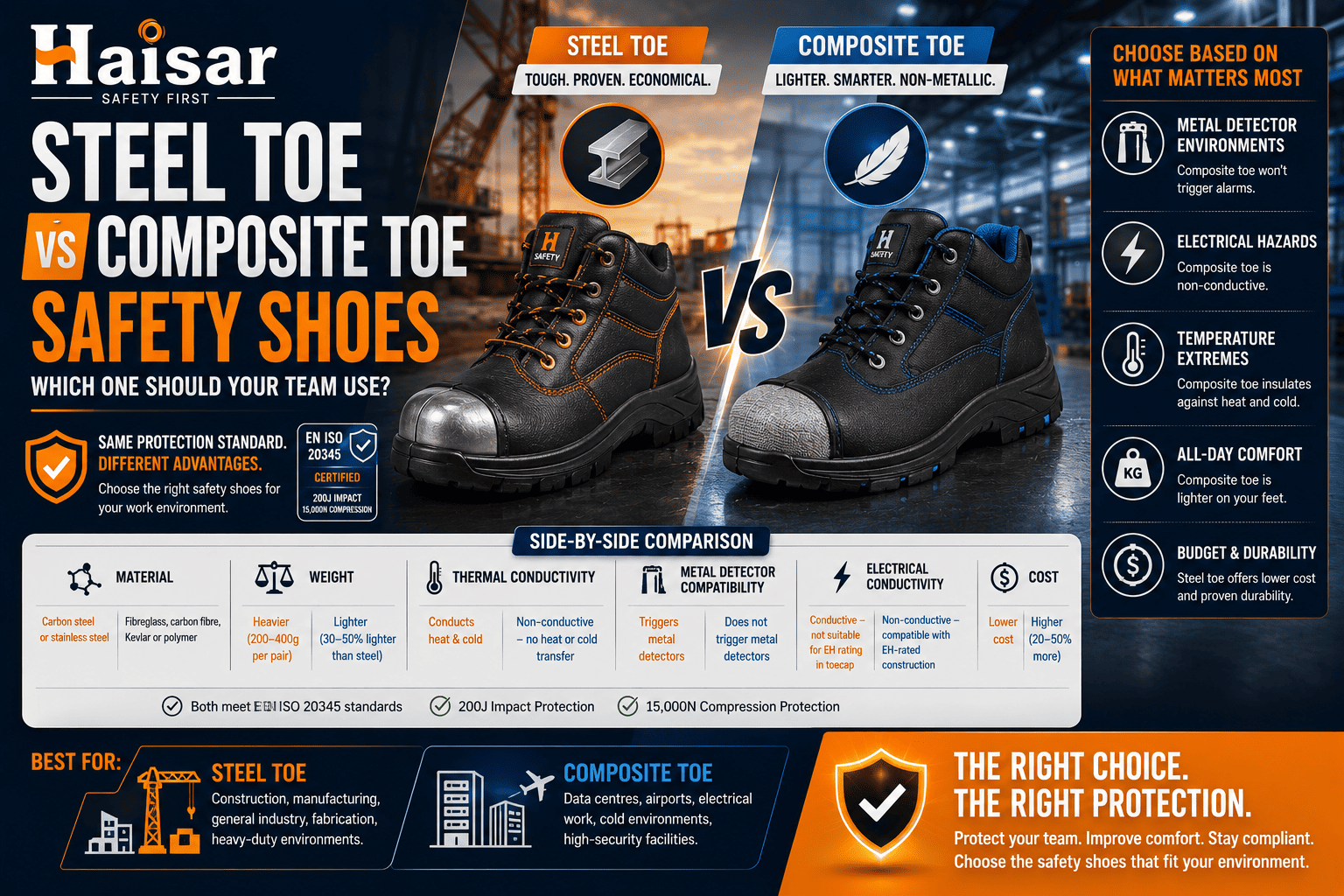
Before comparing the differences, it is worth being clear about what steel toe and composite toe safety shoes have in common. Both are required to meet the same protection performance under EN ISO 20345, the international safety footwear standard adopted by Malaysia.
Under EN ISO 20345, all safety footwear regardless of toe cap material must withstand a 200-joule impact test and a 15,000-newton compression test. These tests simulate a heavy object falling onto the foot and a heavy object rolling across the toe respectively. Both steel and composite toe caps are independently tested and certified to these requirements before they can be sold as safety footwear.
This means the baseline protection is equivalent. A composite toe cap does not provide less impact or compression protection than a steel toe cap when both carry EN ISO 20345 certification. The differences between them lie elsewhere.
Side-by-Side Comparison
| Property | Steel Toe | Composite Toe |
|---|---|---|
| Material | Carbon steel or stainless steel | Fibreglass, carbon fibre, Kevlar, or plastic polymer |
| Weight | Heavier (adds 200–400g per pair) | Lighter (30–50% lighter than steel) |
| Impact protection (EN ISO 20345) | Meets 200J standard | Meets 200J standard |
| Compression protection | Meets 15,000N standard | Meets 15,000N standard |
| Thermal conductivity | Conducts heat and cold | Non-conductive — no heat or cold transfer |
| Electrical conductivity | Conductive — not suitable for EH rating in toecap | Non-conductive — compatible with EH-rated construction |
| Metal detector compatibility | Triggers metal detectors | Does not trigger metal detectors |
| Electrostatic discharge | Requires separate ESD outsole; toecap is neutral | Fully non-conductive construction possible |
| Durability under repeated impact | Deforms on severe impact but resists crushing | Can crack under extreme impact; less deformation |
| Unit cost | Lower | Higher (typically 20–50% more) |
| Typical environments | Construction, manufacturing, general industry | Data centres, airports, electrical work, cold environments |
Where Steel Toe Wins
Cost. Steel toe safety shoes cost less to manufacture and less to buy. For large project site mobilisations in Johor where hundreds of workers need to be equipped quickly and the hazard environment is general construction or industrial, the cost differential across the full workforce is meaningful. If the application does not require composite, there is no advantage in paying the premium.
Durability under sustained heavy use. On active construction sites and in heavy industrial environments where tools and materials are dropped regularly, steel toe caps take repeated minor impacts without structural change. A steel cap that has absorbed an impact remains functionally protective until it deforms severely enough to compress against the toe. Composite toe caps can develop micro-cracks from repeated minor impacts that are not visible externally but that reduce the structural integrity of the cap over time.
Proven track record. Steel toe safety footwear has been the standard for Malaysian industrial sites for decades. HSE managers, DOSH inspectors, and principal contractors are familiar with it. It does not generate questions about certification or capability on site.
General construction and industrial work. For the majority of Johor's construction sites, civil engineering projects, fabrication yards, and general industrial facilities, steel toe S3 boots are the correct specification. The working environment does not generate conditions where composite toe's specific advantages are relevant.
Where Composite Toe Wins
Metal detector environments. This is the clearest and most unambiguous advantage of composite toe footwear. Data centres, airports, government buildings, and secure facilities often require workers to pass through metal detectors during access. Steel toe boots fail metal detectors every time. Composite toe boots do not. For fit-out contractors at Johor's expanding hyperscale data centre facilities in Iskandar Puteri and Nusajaya, composite toe footwear is frequently the only practical option for maintaining site access procedures.
Electrical hazard environments. Electrical hazard rated safety footwear is built to provide insulation between the wearer's foot and the ground, protecting against incidental contact with live circuits. Steel toe caps are conductive metal components within the footwear construction. Composite toe caps are non-conductive throughout. For EH-rated footwear where the entire construction including the toe cap must contribute to the insulating system, composite construction is the technically correct choice. Electrical maintenance workers, data centre technicians, and power generation personnel working in live electrical areas benefit from the fully non-conductive construction.
Extreme cold environments. Steel is a good thermal conductor. In cold storage facilities, refrigerated warehouses, and cold chain logistics environments, steel toe caps draw heat away from the toes, accelerating heat loss and increasing cold injury risk. Composite toe caps do not conduct cold in the same way. For workers in cold chain and refrigerated environments, composite toe footwear is the more appropriate specification.
Lightweight applications. Where workers are on their feet for extended shifts in environments with lighter physical impact hazard, the weight reduction from composite toe footwear reduces fatigue. For supervisory, inspection, and technical roles on large sites, lighter footwear worn for ten to twelve hours at a stretch makes a genuine difference to comfort and end-of-shift fatigue levels.
High UV outdoor environments. A minor but real consideration in Malaysia's equatorial climate. Steel toe caps heat up when exposed to prolonged direct sunlight in a way that composite materials do not. For outdoor workers in open sites without shade cover, including solar farm installation teams and highway construction crews, composite toe caps remain more comfortable at the toe during peak heat hours.
The Anti-Static and ESD Question
This is one of the most frequently confused aspects of safety footwear specification in Johor's industrial market, and it is worth addressing directly because the confusion creates real compliance gaps.
Anti-static and ESD footwear is specified for environments where electrostatic discharge is a hazard, either to sensitive electronic equipment in data centres and electronics manufacturing, or as an ignition source in classified hazardous areas on oil and gas and petrochemical sites.
Anti-static and ESD footwear works through the outsole. The outsole is manufactured with a controlled level of electrical resistance that allows static charge to dissipate from the body to earth. The toe cap material is largely irrelevant to the anti-static function because the charge dissipation path runs through the outsole and upper, not through the toe cap.
Both steel toe and composite toe safety shoes can be manufactured with anti-static or ESD outsoles. Both can carry the A or ESD marking under EN ISO 20345. The toe cap material does not determine whether the footwear provides anti-static protection. The outsole and construction specification does.
However, for fully classified hazardous area applications where the entire footwear construction should ideally be non-metallic, composite toe construction is often the preferred specification because it eliminates any risk of the metallic toe cap creating an unexpected conductive pathway in the footwear system.
Which Is Right for Johor's Key Industries
Oil and gas sites in Pasir Gudang. Steel toe S3 with anti-static outsole for general site workers in non-classified areas. Composite toe with ESD construction for workers in classified zones where full non-metallic construction is preferred by the site HSE specification.
Construction and civil engineering sites. Steel toe S3 for the majority of workers. No specific advantage to composite on standard Johor construction sites unless the site operates metal detector access control.
Data centre construction and fit-out in Iskandar Puteri. Composite toe as the standard specification to avoid metal detector issues during access. ESD outsole for work in live data hall environments.
Shipyard and marine operations. Steel toe maritime deck footwear for most applications. The maritime outsole compound and tread pattern is the critical specification for wet steel deck environments, not the toe cap material.
Manufacturing and warehousing. Steel toe for general production and warehousing. Composite or steel with anti-static/ESD outsole for cleanroom, electronics, and sensitive equipment environments.
Power generation facilities. Steel toe for general maintenance and construction. Composite toe with EH rating or ESD construction for electrical maintenance personnel in live electrical areas.
Cold chain and refrigerated logistics. Composite toe to eliminate the cold transfer issue that steel toe caps create in sustained cold environments.
Frequently Asked Questions
Do composite toe safety shoes provide less protection than steel toe?
No. Both must meet the same 200-joule impact and 15,000-newton compression requirements under EN ISO 20345. Composite toe shoes certified to this standard provide equivalent protection to steel toe shoes. The material is different. The protection level is the same.
Can I use steel toe safety shoes in a data centre in Johor?
Only if the facility does not operate metal detector access control. Most hyperscale and enterprise data centre facilities in Johor's Iskandar Puteri corridor use metal detector or security screening at facility access points. Steel toe boots trigger these detectors and prevent access. Composite toe footwear is the practical specification for data centre environments.
Are composite toe safety shoes more expensive?
Generally yes, by approximately 20 to 50 percent more than equivalent steel toe specifications. The premium reflects the higher cost of composite materials and more complex manufacturing. For large workforce orders, the cost differential is meaningful and should be factored into the procurement budget for the applications that genuinely require composite construction.
Can the same pair of shoes be used for both anti-static and general construction requirements?
Many anti-static or ESD rated safety shoes also meet general S3 construction site requirements. Check that the footwear carries both the S3 or appropriate S-rating and the A or ESD marking, and that the physical construction is robust enough for the construction environment. Not all anti-static footwear is built for rough construction site conditions.
How do I know if my site requires composite toe footwear?
Ask four questions. Does the site use metal detector access control? Are workers performing electrical work in live electrical areas where full non-metallic construction is specified? Is the environment a classified hazardous area where the site HSE specification requires non-metallic footwear? Is the environment cold storage or refrigerated? If any of these apply, composite toe is the correct specification.
Haisar Supply and Services: Safety Footwear Supplier in Johor
Haisar Supply and Services supplies both steel toe and composite toe safety footwear across the full S-rating range for industrial project sites, facilities, and organisations across Johor and peninsular Malaysia. We carry stock of fast-moving specifications and can source specific brands and protection configurations for project mobilisation requirements.
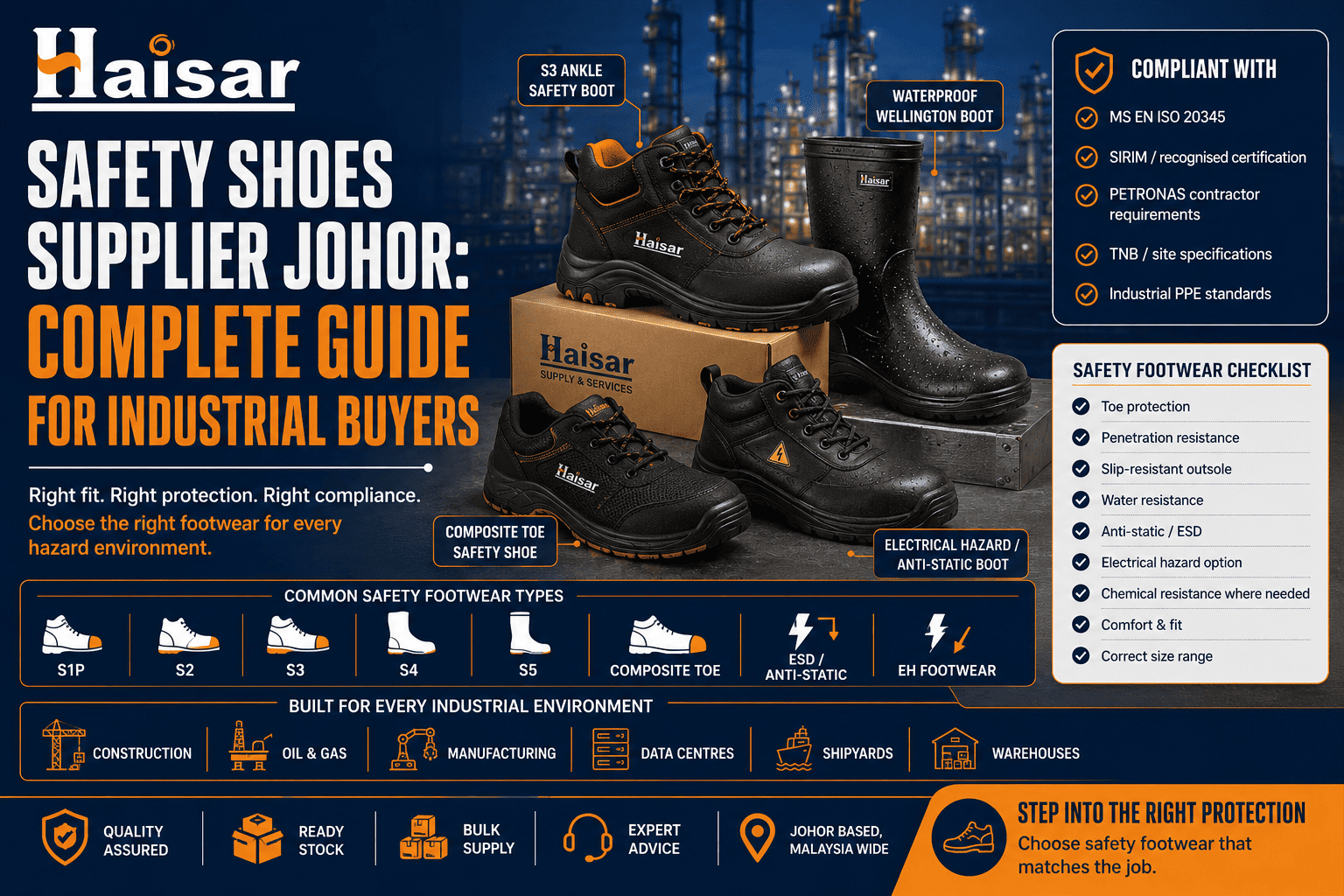
Our footwear range covers S1P, S3, S4, and S5 rated steel toe and composite toe options, anti-static and ESD rated footwear for classified areas and data centre environments, electrical hazard rated composite toe footwear for live electrical work, maritime deck footwear for shipyard and port operations in Johor, and chemical resistant safety wellingtons for process and chemical handling environments.
Browse Foot Protection Products at haisar.com
Contact our team for product specifications, certification documentation, bulk order pricing, and delivery to your project site or facility in Johor and across Malaysia.
Haisar Supply and Services Sdn Bhd (985158-T) | Kulai, Johor, Malaysia | www.haisar.com
Safety footwear is one of the most personal items of PPE your workers will wear. Unlike a hard hat or a hi-vis vest that sits on top of the body, safety shoes are worn for an entire shift, walked in across uneven terrain, stood in on concrete for hours at a time, and subjected to the full range of Malaysian weather from monsoon mud to sun-baked tarmac. When the footwear is right, workers wear it without complaint. When it is wrong, the PPE programme starts to unravel because workers find ways to avoid wearing it.
For industrial buyers in Johor sourcing safety shoes for construction sites, oil and gas facilities, manufacturing plants, data centres, shipyards, and warehouses, this guide covers everything you need to make the right procurement decision. From the safety shoe types and protection standards that apply in different hazard environments to the practical selection checklist that procurement managers and HSE officers use to specify correctly, this is the complete reference for safety footwear sourcing in Johor.
Why Safety Shoe Selection Matters More Than Most Buyers Realise
Foot injuries are among the most frequently reported workplace injuries in Malaysia. Crushed toes from falling objects, puncture wounds from nails and sharp debris, slips and falls on wet or contaminated surfaces, chemical burns from spilled process fluids, and electrical contact through poorly specified footwear all appear in DOSH incident records across Johor's active industrial sectors.
The safety shoe is the control for all of these hazards simultaneously, but only if the right shoe is selected for the specific hazard combination present at the work location. A steel-toe boot that meets S3 requirements on a general construction site does not meet the anti-static requirement for a classified hazardous area. Anti-static footwear does not provide electrical hazard protection in live electrical environments. Maritime deck footwear is not the same as chemical resistant footwear. And none of these specialised shoes should be bought based on price alone without confirming they meet the required standard for the application.
The cost of selecting the wrong safety footwear is not the purchase price. It is the injury, the downtime, the compliance failure, and in serious cases the regulatory and legal consequences that follow.
The Safety Footwear Standards Applicable in Malaysia
Safety footwear sold and used in Malaysian industrial workplaces must comply with applicable certification standards. Understanding the standards in use across Malaysian industry helps buyers specify correctly and verify compliance claims.
MS EN ISO 20345. The Malaysian Standard adopting the international EN ISO 20345 standard for safety footwear. This is the primary standard for industrial safety footwear in Malaysia and defines the S-rating system used to classify safety shoes by their protection features. Safety footwear certified to EN ISO 20345 and marked with an S rating is the standard specification for industrial sites across Johor.
ANSI/ASTM F2413. The American standard for protective footwear, referenced in Malaysia's oil and gas sector and by international contractors and operators who specify American standards in their contractor safety requirements. ASTM-rated footwear uses a different classification notation to the EN system but addresses similar protection categories.
SIRIM Certification. Safety footwear sold in Malaysia for use in regulated workplaces should carry SIRIM certification or equivalent international certification. SIRIM-certified footwear has been tested and verified against the applicable Malaysian standard.
TNB and PETRONAS specifications. For electrical safety applications and for contractors working at TNB and PETRONAS facilities, footwear specifications may reference TNB or PETRONAS technical standard requirements that go beyond the general EN ISO 20345 baseline. Confirm the applicable specification before purchasing for these environments.
The S-Rating System: What Each Rating Means
The EN ISO 20345 S-rating system is the most important thing industrial buyers in Johor need to understand about safety footwear. Each S rating indicates the combination of basic and additional protection features the shoe provides.
SB (Safety Basic) is the minimum safety footwear classification. It includes a 200-joule toecap and a basic construction. SB footwear is rarely the right specification for active industrial environments in Malaysia. It is the regulatory floor, not a practical procurement target.
S1 adds antistatic properties, energy absorption in the heel, and fuel oil resistance to the SB baseline. Suitable for light industrial environments where basic hazard protection is required.
S1P adds a mid-sole penetration resistance to S1. The P suffix means the sole cannot be penetrated by a 4.5mm nail under a 1,100 newton load. Required for any environment where sharp objects on the floor are a hazard, including construction sites, fabrication workshops, and maintenance environments.
S2 adds water resistance to the S1 specification. The upper material resists water penetration for at least 60 minutes of flexing in water. Suitable for wet environments where the foot may be in contact with surface water.
S3 is the most commonly specified safety footwear standard across Malaysian construction and industrial sites. It combines the S2 water resistance specification with the S1P mid-sole penetration resistance. S3 is the appropriate default specification for general construction, manufacturing, oil and gas, and most industrial project environments in Johor. If in doubt, specify S3.
S4 is equivalent to S1 protection in a rubber or polymer construction, typically a Wellington boot or similar fully moulded design. No upper material water resistance standard applies because the construction is fully waterproof by nature. Appropriate for agricultural, food processing, and wet operations environments.
S5 adds mid-sole penetration resistance to S4, the rubber or polymer construction equivalent of S3. Appropriate for food processing, wet industrial environments, and outdoor operations in monsoon conditions where both waterproofing and penetration resistance are required.
Additional protection suffixes. Beyond the S rating, EN ISO 20345 footwear may carry additional protection code suffixes indicating properties beyond the base rating. The most important for Malaysian industrial procurement are:
HRO (heat resistant outsole) for contact with hot surfaces up to 300 degrees Celsius. Relevant for foundry work, boiler maintenance, and any environment where floor surfaces are at elevated temperatures.
WR (water resistant) indicating the complete shoe meets water penetration resistance requirements.
AN (ankle protection) for footwear with reinforced ankle impact protection.
ESD or A (antistatic and electrostatic dissipative) for environments where electrostatic discharge is a hazard to sensitive equipment or processes. Important for data centre environments, electronics manufacturing, and classified hazardous areas.
HI (heat insulation) and CI (cold insulation) for insulated footwear in extreme temperature environments.
Safety Shoe Types for Industrial Use in Johor
Understanding the different physical formats of safety footwear helps match the right shoe type to the specific working environment and task requirements.
Safety Boots (Ankle Height)
The most common safety footwear format on Malaysian construction and industrial sites. Safety boots provide ankle support that is important for uneven terrain, outdoor project sites, and environments with trip hazards. S3-rated safety boots are the default specification for construction sites, manufacturing facilities, oil and gas operations, and general industrial use across Johor.
Safety boots are available in full-grain leather uppers for durability and water resistance, synthetic and PU leather uppers for lighter weight and lower cost, and composite construction with non-metallic toecaps and penetration-resistant mid-soles for applications where metal detectors are in use or where electrical insulation is required throughout the footwear construction.
Safety Shoes (Low Cut)
Low-cut safety shoes provide toecap and sole protection without ankle coverage. They are lighter and more comfortable than boots and are appropriate for environments with smooth, flat floors, lighter workloads, and lower trip and ankle hazard profiles. Common in manufacturing, warehousing, and light industrial environments. Not appropriate for construction sites with uneven terrain or for outdoor sites in wet season conditions.
Safety Wellington Boots
Fully waterproof moulded boots appropriate for wet season site conditions, cable trenching and earthworks, food processing, chemical environments where the foot and lower leg may be exposed to chemical splash, and any outdoor environment where standing water is present. Safety wellingtons are available in standard S4 and S5 configurations with steel toecaps moulded into the boot construction.
Composite Toe Safety Footwear
Safety footwear with composite, plastic, or fibreglass toecaps rather than steel. Composite toe footwear is lighter than steel toe, does not conduct heat or cold from the toecap, and is appropriate for environments where metal detectors are in use, such as airport construction projects and secure facilities. Composite toe footwear is also preferred in very cold environments where steel toecaps become uncomfortably cold against the foot.
Electrical Hazard (EH) Rated Safety Footwear
Safety footwear specifically rated for electrical hazard protection, providing insulation against incidental contact with live circuits up to a specified voltage level. EH-rated footwear is required for electrical maintenance work in live electrical areas and for any work environment where inadvertent contact with live conductors is a risk. EH-rated footwear is a secondary protective measure alongside primary electrical PPE including voltage-rated gloves. It is not a substitute for primary electrical PPE.
Anti-Static and ESD Safety Footwear
Anti-static and ESD footwear dissipates static electrical charge from the wearer's body to earth, preventing the build-up of static electricity that could ignite flammable atmospheres or damage sensitive electronic equipment. Required in classified hazardous areas on oil and gas and petrochemical sites, in data centre environments, and in electronics manufacturing. Anti-static footwear must be worn without insulating insoles, thick socks, or other footwear modifications that break the anti-static circuit between the wearer and the floor.
Maritime and Deck Safety Footwear
Safety footwear with outsoles specifically compounded and treaded for traction on wet steel deck surfaces. Standard construction safety boots with smooth-profile rubber outsoles are a slip hazard on wet steel decks in Johor's shipyards and port facilities. Maritime deck footwear uses specialised outsole formulations that maintain grip on oiled and wet steel in a way that standard industrial outsoles do not.
Chemical Resistant Safety Footwear
Safety footwear with uppers and outsoles resistant to specific classes of chemical. Chemical resistance is material-specific and must be verified against the chemicals present in the work environment. Nitrile rubber outsoles provide resistance to oils and petroleum products. PVC and rubber constructions offer resistance to a range of acids, alkalis, and water-based chemicals. Specific chemical resistance data must be checked against the chemicals actually handled at the work location.
Safety Shoe Selection Checklist for Industrial Buyers in Johor
Use this checklist when specifying and procuring safety footwear for any industrial project site or facility in Johor.
Step 1: Identify the primary hazards at the work location.
Does the environment present falling or rolling object risk? Toecap protection is required. What is the toecap impact rating needed for the objects present?
Is there a floor penetration hazard from nails, metal debris, or sharp material? Mid-sole penetration resistance is required. Specify S1P or S3 minimum.
Is the environment wet, muddy, or flooded? Water resistance or full waterproof construction is required. Specify S2, S3, S4, or S5 depending on the level of wetness exposure.
Is the floor surface slippery due to oil, water, or wet steel? Confirm the outsole slip resistance rating and the outsole compound for the specific surface type.
Is the environment a classified hazardous area where flammable atmospheres may be present? Anti-static footwear is required.
Is there a risk of incidental contact with live electrical conductors? Electrical hazard rated footwear is required.
Is chemical splash or immersion a risk? Chemical resistant footwear is required. Identify the specific chemicals and verify the chemical resistance of the footwear material against them.
Is the environment very hot, with elevated floor surface temperatures? HRO heat-resistant outsoles are required.
Step 2: Confirm the applicable standard for the site or facility.
Is the site a PETRONAS contractor site with specific footwear specification requirements? Confirm the PTS or contractor safety requirement before purchasing.
Does the principal contractor specify a particular standard, brand, or model? Comply with the specification.
Does the client's approved vendor list apply to footwear? Confirm.
Is SIRIM certification required for the site? Confirm SIRIM status for the footwear being considered.
Step 3: Assess comfort and fit requirements for the workforce.
Safety footwear that is not worn because it is uncomfortable is not providing protection. Consider the following comfort factors for the specific workforce and working environment: footwear weight relative to the physical demands of the task, insole and footbed quality for workers standing for extended periods, toe box width for workers with wider foot profiles, fastening system security and ease of use during the working day, breathability for outdoor workers in Malaysia's heat and humidity.
Step 4: Confirm supply capability and documentation.
Does the supplier carry the required specification in stock in the size range needed for the workforce? What is the lead time for bulk orders? Can the supplier provide EN ISO 20345 certification documentation, SIRIM certification references, and manufacturer technical data sheets for the footwear being supplied?
Step 5: Plan for ongoing replenishment.
Safety footwear has a finite service life. Plan for replacement intervals based on the intensity of use and the environmental conditions. Footwear used in chemical environments, on abrasive surfaces, or in high-temperature conditions will have a shorter service life than footwear in lighter industrial applications. Include replenishment quantities in the project PPE budget from the outset.
Common Safety Footwear Procurement Mistakes in Malaysian Industrial Sites
Specifying S3 without considering the specific hazard environment. S3 is the right default for general construction and industrial use, but it does not cover anti-static requirements for classified hazardous areas, chemical resistance for chemical handling environments, or electrical hazard protection for live electrical work. S3 is the floor, not the ceiling.
Treating anti-static and electrical hazard footwear as interchangeable. Anti-static footwear dissipates static charge gradually to prevent electrostatic ignition. Electrical hazard footwear provides insulation against fault current. They serve different purposes and must not be used interchangeably. Anti-static footwear in a live electrical work area is not providing electrical protection.
Purchasing standard construction boots for maritime deck environments. Smooth-profile rubber outsoles that perform adequately on dry concrete are extremely dangerous on wet steel decks in Johor's shipyard and port environments. Maritime deck footwear is not a premium option. It is the correct specification for the surface.
Not checking size availability before mobilisation. Safety footwear in Malaysian industrial size ranges, particularly at the larger end of the scale, may not always be available off-the-shelf. Confirming size availability and placing orders with sufficient lead time for mobilisation is a procurement discipline that prevents last-minute procurement gaps.
Ignoring replacement intervals. Safety footwear worn beyond its service life provides degraded protection. Toecap impact resistance reduces as the boot absorbs repeated impacts. Outsole slip resistance reduces as the tread wears. Anti-static and chemical resistance properties degrade with time and exposure. Include routine footwear inspection and replacement in the PPE management programme.
Frequently Asked Questions About Safety Shoes in Johor
What is the difference between S1, S2 and S3 safety shoes?
S1 provides antistatic, energy absorption in the heel, and fuel oil resistance with a basic water-resistant upper. S2 adds water resistance to the S1 specification. S3 adds mid-sole penetration resistance to S2. For most construction and industrial sites in Johor, S3 is the appropriate minimum specification because it covers both water resistance and penetration protection alongside the S1 base requirements.
Are steel toecaps or composite toecaps better for Malaysian sites?
Both meet the 200-joule impact protection requirement of EN ISO 20345. Steel toecaps are heavier but generally more durable and lower cost. Composite toecaps are lighter, do not conduct heat or cold through the cap, and are appropriate where metal detectors are in use. For most Malaysian construction and industrial sites, steel toecap S3 boots are the standard practical choice. Composite toe is preferred for specific applications requiring metal-free construction.
Can the same safety shoes be used in a classified hazardous area and on a regular construction site?
Only if the footwear carries both S3 and anti-static or ESD certification. Anti-static footwear can often be used on general construction sites as well as in classified areas. Confirm that the anti-static footwear also meets the physical protection requirements of the construction site specification.
How often should safety footwear be replaced?
There is no single universal replacement interval. Replacement is driven by the condition of the footwear. Footwear must be replaced when the toecap is visibly deformed from an impact, when the outsole is worn to the point where tread depth no longer provides slip resistance, when the upper is cracked or degraded to the point where water resistance or chemical resistance is compromised, or when the footwear reaches the manufacturer's recommended service life. For most moderate-use industrial environments, twelve to twenty-four months is a typical practical service life.
Does safety footwear need to be SIRIM certified in Malaysia?
For regulated workplaces and sites where compliance documentation is inspected, SIRIM certification or equivalent international certification documentation should be available. EN ISO 20345 certified footwear with CE marking is generally accepted on Malaysian industrial sites. Confirm the specific documentation requirement of your principal contractor or client before purchasing.
Can Haisar supply safety footwear in bulk for a project site mobilisation in Johor?
Yes. Haisar Supply and Services supplies safety footwear across all S-ratings and specialised types for project mobilisation and ongoing site replenishment across Johor and peninsular Malaysia. We carry stock of fast-moving specifications and can source specific brands and models with confirmed lead times for larger orders. WhatsApp or contact our team to confirm availability and pricing for your specific requirements.
Haisar Supply and Services: Safety Shoes Supplier in Johor
Haisar Supply and Services Sdn Bhd, based in Kulai, Johor, supplies the full range of industrial safety footwear for project sites, facilities, and organisations across Johor and peninsular Malaysia. Our safety footwear range covers S1P, S2, S3, S4, and S5 rated safety boots and shoes, composite toecap options, anti-static and ESD rated footwear, electrical hazard rated footwear, maritime and deck footwear for shipyard and port environments, chemical resistant safety wellingtons, and specialised footwear for high-temperature and cold environment applications.
We supply to construction contractors, oil and gas operators and their contractors, manufacturing facilities, data centre projects, marine and shipyard operators, and any industrial organisation in Johor that needs reliable safety footwear procurement with accurate compliance documentation.
Our team can advise on the correct S-rating, toecap type, and additional protection properties for your specific hazard environment, provide EN ISO 20345 certification references and technical data sheets, and fulfil bulk orders for project mobilisation with delivery across Johor and Malaysia.
Get a Quote for Safety Footwear from Haisar
Contact our team with your workforce size, size distribution, required specification, and delivery timeline and we will respond with product options, availability confirmation, and pricing.
Browse Foot Protection and PPE Products at haisar.com
Haisar Supply and Services Sdn Bhd (985158-T) | Kulai, Johor, Malaysia | www.haisar.com
Power generation facilities in Malaysia operate some of the most hazardous working environments in the country. Whether it is a combined cycle gas turbine plant in Johor's southern energy corridor, a coal-fired facility on the peninsula, a hydroelectric station in Pahang or Sarawak, or a solar farm being commissioned in Kedah, the combination of high-voltage electrical systems, high-temperature steam and process equipment, rotating machinery, confined spaces, and the perpetual pressure of maintaining generation output creates a safety environment that demands more from PPE and site safety equipment than most industrial settings.
TNB contractors, independent power producer (IPP) maintenance teams, EPC contractors on generation projects, and the operations and maintenance companies serving Malaysia's expanding power generation portfolio all face the same fundamental procurement challenge: sourcing PPE and safety equipment that meets the specific hazard profile of power generation environments, complies with TNB and DOSH requirements, and can be supplied reliably to facilities that often operate on tight maintenance windows where equipment gaps create both compliance and generation risk.
This checklist covers the essential PPE and safety equipment categories for power plant operations in Malaysia, the standards applicable to each, and what procurement teams and HSE managers at power generation facilities and contractor organisations need to have in place.
The Power Plant Hazard Environment
Before reviewing the equipment checklist, understanding the specific combination of hazards present in power generation environments clarifies why standard industrial PPE is often inadequate and why power plant-specific specification is required.
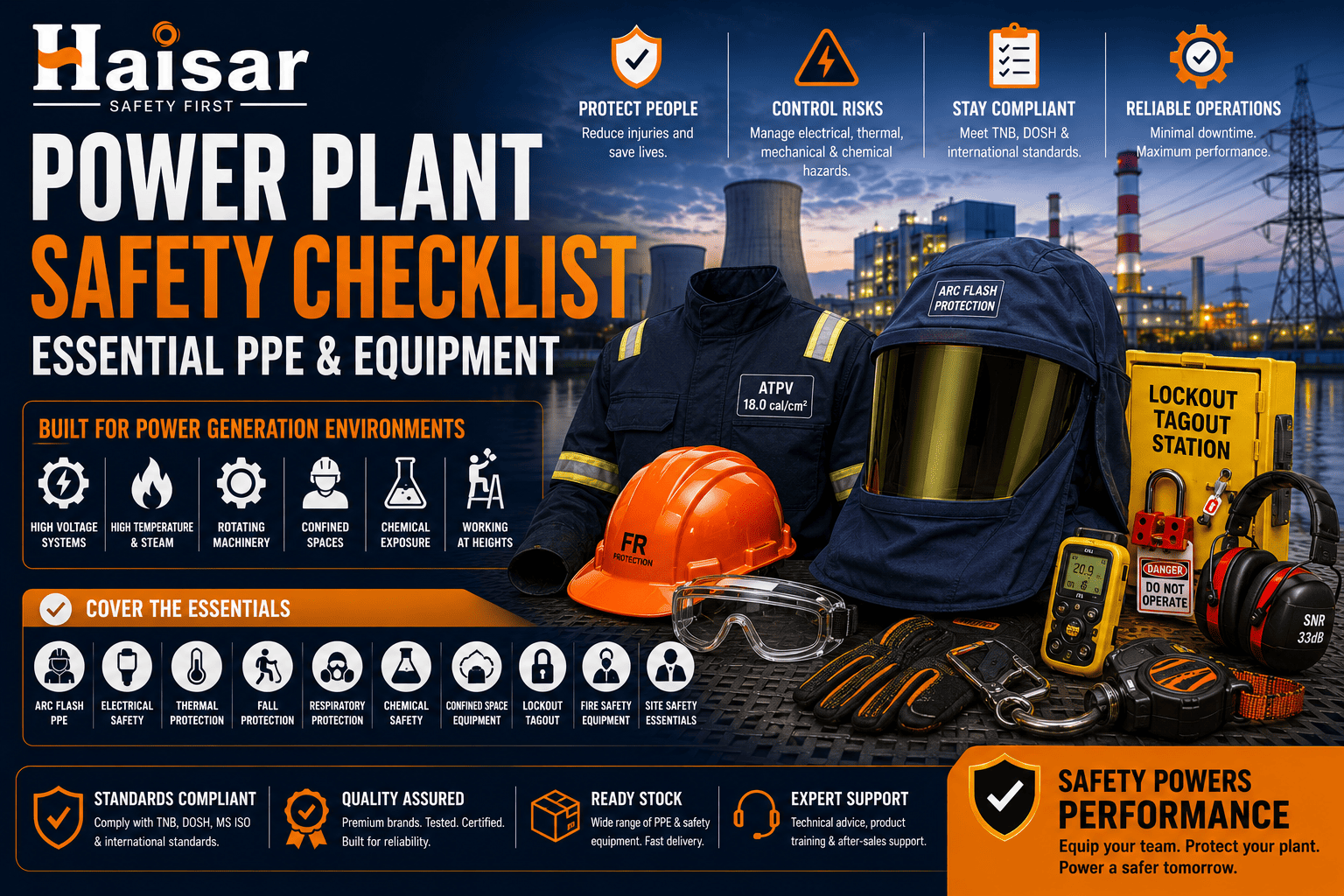
High-voltage electrical systems. Power stations operate at transmission voltages of 132kV, 275kV, and 500kV at the grid connection, with generation voltage typically at 11kV or 22kV and medium voltage distribution throughout the facility. The incident energy levels at main switchgear and transformer locations in power stations can be significantly higher than in typical industrial facilities. Arc flash risk is a primary hazard for all electrical maintenance personnel.
High-temperature steam and thermal systems. Conventional power plants operate steam systems at temperatures and pressures that produce severe burn injuries on contact. Turbine halls, boiler houses, heat recovery steam generator (HRSG) areas, and steam piping systems all present burn and scald risk requiring appropriate thermal protection.
Rotating machinery. Turbines, generators, pumps, compressors, and fan systems create entanglement and impact hazards. Energy isolation through lockout/tagout is the primary administrative control, but PPE appropriate for the mechanical hazard environment is required throughout plant areas.
Confined spaces. Condenser water boxes, boiler drums, storage tanks, sumps, cable tunnels, and ductwork all qualify as confined spaces with atmospheric hazard potential including oxygen deficiency from nitrogen blanketing, CO from combustion residues, and toxic gas from chemical treatment systems.
Chemical hazards. Power plants use a range of process chemicals including boiler water treatment chemicals, cooling water biocides, transformer oils, lubricants, battery electrolytes, and in some facilities, anhydrous ammonia for SCR emission control. Each presents specific PPE requirements.
Working at heights. Boiler structures, cooling towers, flue gas desulphurisation systems, turbine hall crane beams, and elevated pipework all involve working at heights on structures where fall protection must be carefully specified for the available anchor arrangements.
Noise. Turbine halls, compressor buildings, and cooling tower fan areas routinely exceed 85 dB(A) and in some locations approach 100 dB(A). Hearing protection selection must be matched to the attenuation required at the specific noise levels encountered.
Heat stress. Boiler houses, turbine halls, and outdoor work in Malaysia's equatorial climate create genuine heat stress risk, particularly during planned maintenance when additional workers are on site in areas with elevated ambient temperatures.
Power Plant Safety Equipment Checklist
1. Arc Flash PPE
Arc flash is the primary electrical fatality risk in power generation environments. The fault current levels at power station switchgear and transformer locations produce incident energy values that can be significantly higher than in typical industrial facilities, and the electrical work performed during planned maintenance, commissioning, and emergency response frequently involves proximity to live or recently live systems.
Arc flash risk assessment. The checklist starts here because without an arc flash risk assessment for the specific facility, all other arc flash PPE selections lack the technical foundation they require. The assessment must be site-specific, conducted by a competent electrical engineer, and must produce incident energy values and arc flash boundary distances at every switchboard, motor control centre, and panel in the facility. For TNB contractor operations, the assessment must account for TNB network fault levels at the grid connection.
Arc flash face shields and switching hoods rated in cal/cm² to the incident energy level at the specific work location. For medium voltage switchgear and main LV switchboards in power stations, switching hoods providing full head and neck protection are typically required rather than face shields alone.
Arc flash rated coveralls with ATPV in cal/cm² equal to or exceeding the incident energy at the work location, manufactured from inherently FR fabric. Layered systems for higher incident energy locations.
Voltage-rated insulating rubber gloves across voltage classes from Class 0 for LV work through Class 2 and above for MV switchgear. Pressure tested at required intervals with valid test certificates.
Arc flash rated balaclava and liner for neck and ear protection when face shields are used without a full switching hood.
Voltage-rated insulated tools to IEC 60900 for all live or near-live electrical work.
Insulating matting at all switchboard and distribution board locations.
2. Thermal and Burn Protection
Steam and thermal hazards in conventional power plants require specific protection beyond standard FR workwear. Contact with high-pressure steam, hot pipe insulation, and process surfaces at elevated temperatures produces scalds and burns with injury severity that standard polycotton workwear does not adequately mitigate.
FR coveralls rated to NFPA 2112 or equivalent for all workers in boiler houses, turbine halls, and process areas where thermal hazard and flash fire risk are present. The calorie rating must be appropriate for the hazard level. This is the base garment requirement for most power plant working areas.
Heat-resistant gloves for handling hot components, insulation removal, and work on surfaces at elevated temperatures. Selection must match the specific temperature range encountered.
Thermal insulating boot covers for work on hot surfaces and in high-temperature floor environments near boiler bases and steam piping.
Proximity suits and aluminised garments for emergency response teams dealing with steam releases and high-temperature incidents.
3. Lockout/Tagout Equipment
LOTO is the primary control for preventing unexpected energisation of electrical, mechanical, pneumatic, and hydraulic systems during maintenance. Power plants have extensive and complex energy isolation requirements across all three energy types simultaneously. A turbine undergoing maintenance may require electrical isolation of the generator and associated switchgear, mechanical isolation of the turbine itself, and thermal isolation of steam inlet and exhaust valves, all requiring coordinated multi-lock isolation with documented permit-to-work control.
Lockout padlocks individually keyed, one per authorised worker. Sufficient quantity for the workforce size performing simultaneous maintenance activities.
Multi-hasp lockout devices allowing multiple workers to lock out a single isolation point simultaneously. In a power plant, a single turbine outage may involve mechanical, electrical, I&C, and civil teams all applying locks to shared isolation points.
Circuit breaker lockout devices compatible with the specific breaker configurations used at the facility. Power station switchgear includes a range of racking-type, bolt-on, and handle-type circuit breakers requiring different lockout device configurations.
Valve lockout devices across all valve types present in the facility including gate valves, ball valves, butterfly valves, and globe valves. The valve lockout device range must cover all isolation valve sizes and types present on the maintenance scope.
Pneumatic and hydraulic energy isolation lockouts for compressed air and hydraulic systems on plant auxiliary equipment.
Cable lockouts for non-standard and multi-point energy sources where standard devices do not fit.
Lockout stations and shadow boards positioned at key maintenance areas throughout the plant for organised storage and rapid access to LOTO equipment during outage mobilisation.
Tagout tags weatherproof and UV-resistant for outdoor and high-humidity applications in power plant environments.
4. Confined Space Equipment
Power plants contain numerous confined spaces that are routinely entered during maintenance. Condenser water boxes, boiler drums, deaerators, storage tanks, underground cable tunnels, sumps, and control room cable floors all require formal confined space entry procedures with appropriate equipment.
The atmospheric hazards in power plant confined spaces are specific to each space type. Condenser water boxes may contain oxygen-depleted atmospheres. Boiler drums and feedwater systems may carry CO from combustion residues. Nitrogen-blanketed systems create immediate oxygen deficiency on entry. Chemical treatment storage areas may carry toxic vapours from process chemicals.
Multi-gas monitors covering O2, LEL, CO, and H2S as the baseline four-gas configuration. For nitrogen-blanketed spaces, an oxygen monitor with a fast-responding sensor is the primary detection requirement. For ammonia-related applications at SCR facilities, an NH3 sensor must be added.
Pre-entry sampling pump and probe for remote atmosphere testing before approach to the entry point.
Tripod and davit rescue systems with man-rated winches at every confined space entry point for the duration of entry operations.
Ventilation blowers and ducting for forced air supply before and during entry. Must be spark-free for spaces where flammable atmosphere may be present before ventilation is established.
Full-body harnesses with dorsal rescue D-ring for all confined space entrants.
Intrinsically safe communication equipment for classified area confined spaces.
EEBD or escape sets for spaces where rapid atmospheric deterioration is a risk during entry.
5. Working at Heights Equipment
Power plant structures present a range of working at heights scenarios from the straightforward, maintenance platforms with fixed guardrails, to the technically demanding, elevated work on boiler superstructure, cooling tower fill replacement, and flue stack inspection where conventional scaffold and standard fall protection equipment may not be the right solution.
Full-body harnesses with dorsal D-ring for fall arrest and frontal D-ring for restraint applications, selected based on the specific task geometry and fall clearance available.
Self-retracting lifelines for work on elevated structures where fall clearance below the anchor is limited. SRLs are the preferred choice for most power plant elevated maintenance scenarios where the available clearance is insufficient for standard energy-absorbing lanyards.
Twin-leg energy-absorbing lanyards for movement across elevated work areas requiring transfer between anchor points.
Temporary anchor points and horizontal lifeline systems for locations without built-in anchorage, including boiler casing surfaces, turbine hall roof structures, and cooling tower access.
Rope access equipment for inspection and maintenance of boiler external structures, flue stacks, cooling tower shells, and elevated pipework where conventional scaffold is not practicable. Rope access contractors on power plant sites must be IRATA or equivalent certified.
Scaffold systems for planned maintenance access to elevated areas. Scaffold in power plant environments must account for the loads and access requirements of the specific maintenance scope, including component removal weights and personnel access for multiple simultaneous trades.
6. Respiratory Protection
Power plants present a range of respiratory hazards across different areas and activities. General maintenance activities in dusty plant areas require basic dust protection. Chemical handling requires appropriate cartridge selection. Confined space entry into oxygen-deficient spaces requires supplied air.
P2 or P3 disposable respirators for general maintenance dusty environments and insulation removal activities.
Half-face respirators with appropriate cartridges for chemical handling activities including boiler water treatment chemical dosing, cooling water biocide application, and lubricant and transformer oil handling. Cartridge selection must match the specific chemical being handled.
Full-face respirators for activities with both respiratory and eye hazard, including chemical transfer and spill response.
Supplied air or SCBA for oxygen-deficient confined space entry. Air-purifying respirators provide no protection in oxygen-deficient atmospheres and must not be used in nitrogen-blanketed or other oxygen-deficient spaces.
Asbestos-rated RPE for maintenance on older power plant equipment that may contain asbestos insulation. Legacy power plant equipment in Malaysia from the 1970s through the 1990s may contain asbestos and this must be assessed before insulation removal or disturbance.
7. Hearing Protection
Power plant noise levels vary significantly by area. Control rooms and offices may be below 70 dB(A). Turbine halls and generator decks typically operate in the 85 to 95 dB(A) range. Compressor buildings, induced and forced draft fan areas, and some pump rooms may exceed 100 dB(A). Hearing protection selection must be matched to the attenuation required in each specific area.
Foam ear plugs correctly inserted for general turbine hall and plant area use. Pre-formed ear plugs with cord for environments requiring frequent removal and reinsertion.
Earmuffs for areas above 95 dB(A) where ear plug attenuation alone may be insufficient, and for workers who cannot achieve an adequate ear canal seal with ear plugs.
Combined ear plug and earmuff protection for areas at or above 100 dB(A) where dual protection is required to achieve adequate combined attenuation.
Electronic hearing protection for supervisory and coordination roles in high-noise environments where situational awareness and communication capability must be maintained alongside noise protection.
8. Head Protection and Eye Protection
Class B safety helmets with electrical insulation rating for all workers in plant areas. The prevalence of overhead electrical hazards in power plant environments makes Class B the mandatory default specification. Chin straps required for elevated work.
Chemical splash goggles for chemical handling activities. Anti-fog coating for the humid heat of boiler houses and turbine halls.
Arc flash face shields and switching hoods as covered under arc flash PPE above.
Welding shields for welding and hot work activities during maintenance outages.
UV-rated safety spectacles for outdoor workers on solar and civil areas of the facility.
Procurement for Power Plant Planned Outages
The planned maintenance outage, or planned preventive maintenance (PPM) shutdown, is the most intensive procurement event in the power plant safety equipment calendar. An outage may mobilise several hundred additional workers onto a facility over a period of days to weeks, all requiring PPE, and the outage window is typically too short to tolerate procurement delays.
The key procurement discipline for outage safety equipment is mobilisation lead time. PPE orders for a planned outage must be placed with sufficient lead time for delivery before the outage start date, not on the day that mobilisation begins. For FR coveralls with custom embroidery, arc flash PPE requiring specific ATPV ratings, and LOTO equipment requiring compatibility assessment with the facility's specific isolation point configurations, the procurement lead time may be three to four weeks for first-time orders.
Haisar Supply and Services works with power generation operators and maintenance contractors to plan outage safety equipment procurement against the outage schedule, ensuring that the right PPE and equipment is on site before the workforce arrives, not after the outage has started.
Haisar Supply and Services: Power Plant PPE Supplier in Malaysia
Haisar Supply and Services, based in Kulai, Johor, supplies the complete range of PPE and safety equipment for power generation operations across Malaysia. We work with TNB contractors, IPP maintenance teams, and EPC contractors on generation projects who need PPE specified and documented to the standards that power plant operations demand.
Our power plant supply range covers arc flash rated PPE across all ATPV levels, voltage-rated insulating gloves with test certificates, FR coveralls for thermal and flash fire protection, complete LOTO systems for multi-energy outage isolation, confined space entry and rescue equipment, working at heights gear for elevated power plant structures, respiratory protection across all hazard types, and full head, eye, and hearing protection programmes.
We understand TNB contractor requirements, DOSH regulations for generation facilities, and the outage procurement timeline pressures that power plant teams operate under.
Get a Quote for Power Plant Safety Equipment
Whether you are equipping a planned outage team, building out your O&M contractor's PPE programme, or sourcing safety equipment for a new generation project in Johor or across Malaysia, contact Haisar to discuss your requirements.
Our team responds promptly with product recommendations, ATPV specifications, compliance documentation, and pricing tailored to your facility's specific requirements.
Haisar Supply and Services Sdn Bhd (985158-T) | Kulai, Johor, Malaysia | www.haisar.com

Chemical and oil spills happen on project sites and in industrial facilities across Malaysia every day. Most of them are small. A drum overflows during transfer. A hose fitting fails on a hydraulic system. A solvent container is knocked over in a maintenance area. A vehicle leaks engine oil onto a concrete floor in a loading bay.
Small spills are not minor incidents. Left uncontained, they become slip hazards, environmental liabilities, fire risks, and DOSH or DOE compliance failures. Responded to quickly with the right spill kit, they are cleaned up in minutes without escalating into anything more serious.
The spill kit is the first response tool for liquid spill containment in any Malaysian workplace that handles oils, chemicals, fuels, or water-based industrial fluids. Getting the right kit for the right spill type is what determines whether it actually works when needed. This guide covers the three main spill kit types, their applications, what to look for when buying, and where to source spill kits in Malaysia.
Why Spill Kits Are a Compliance Requirement in Malaysia
Spill response equipment is not optional for Malaysian workplaces that handle hazardous or polluting liquids. The obligation comes from several directions simultaneously.
Environmental Quality Act 1974 (EQA). The EQA and its subsidiary regulations prohibit the discharge of polluting substances into Malaysian waterways, drains, and land. Oil and chemical spills that reach floor drains, monsoon drains, or soil without adequate containment and cleanup constitute a pollution offence under the EQA. The Department of Environment (DOE) enforces the EQA and has the authority to issue compound fines and prosecution notices for pollution incidents.
USECHH Regulations 2000. For workplaces handling chemicals hazardous to health, the USECHH Regulations require that control measures include provision for spill containment and response. A chemical spill for which no response equipment is available is a control measure failure under these regulations.
OSHA 1994. The general duty under OSHA requires employers to maintain safe workplaces. Liquid spills that create slip hazards and exposure risks are workplace safety failures. Spill kits are part of the control infrastructure required to maintain safe conditions.
BOMBA and fire safety requirements. For workplaces storing or handling flammable liquids, spill containment is a fire safety requirement. A flammable solvent spill in an area with ignition sources is a fire and explosion risk. Rapid containment using appropriate absorbent materials reduces the ignition risk.
The practical implication is straightforward. Any Malaysian workplace that handles oils, fuels, solvents, chemicals, or other industrial fluids needs spill kits appropriate for those fluids, positioned close to the areas where spills are most likely, and maintained in a ready-to-use condition.
The Three Main Spill Kit Types
Spill kits are not interchangeable across all liquid types. The absorbent materials in a spill kit are selected for specific liquid categories and using the wrong kit for a specific spill either produces inadequate absorption or, in the case of oil-only kits used on chemical spills, fails to address the hazard adequately. Understanding the three main kit types is the starting point for correct spill kit selection.
Oil-Only Spill Kits
Oil-only spill kits contain white absorbent materials that are hydrophobic, meaning they absorb oil and petroleum-based fluids while repelling water. This property makes them highly effective for oil spills on water surfaces and on wet floors where a universal absorbent would become saturated with water before absorbing the oil.
What they absorb: Petroleum-based fluids including engine oil, hydraulic fluid, diesel, petrol, transformer oil, gear oil, cutting fluids, and lubricants. They do not absorb water-based fluids adequately.
Where they are used: Marine and port environments where oil spills occur on water. Vehicle maintenance workshops and loading bays where engine oil, hydraulic fluid, and diesel are handled. Industrial facilities with hydraulic machinery and lubrication systems. Outdoor areas where rainfall means the floor surface is wet when a spill occurs.
Standard kit contents: White absorbent pads and pillows for initial containment and surface absorption, white absorbent socks or booms for perimeter containment to prevent the spill spreading, and disposal bags and ties for waste containment after absorption.
Kit sizes range from small portable kits absorbing 20 to 30 litres for vehicle workshops and light industrial use, through to large wheelie bin kits absorbing 200 litres or more for facilities with significant hydraulic systems or fuel storage.
Key advantage: The hydrophobic property means oil-only kits perform in wet conditions where general purpose absorbents would be rendered ineffective by water uptake. This makes them the correct choice for marine environments, outdoor spill response, and any situation where the floor surface may be wet.
Chemical Spill Kits
Chemical spill kits contain yellow or orange absorbent materials made from chemically resistant compounds that can absorb a broad range of aggressive chemical fluids without reacting with them. They are designed for use with acids, alkalis, solvents, and other hazardous chemicals that would degrade standard polypropylene absorbents.
What they absorb: Acids including hydrochloric acid, sulphuric acid, and nitric acid. Alkalis including sodium hydroxide and ammonia solutions. Solvents including acetone, MEK, and IPA. Aggressive industrial chemicals used in manufacturing, laboratory, and chemical processing environments.
Where they are used: Chemical manufacturing and processing facilities. Laboratory environments handling corrosive reagents. Oil and gas and petrochemical facilities handling process chemicals and chemical injection products. Agricultural operations handling fertiliser solutions and pesticides. Cleaning contractor operations using concentrated cleaning agents.
Standard kit contents: Chemically resistant absorbent pads for surface absorption, chemical absorbent socks for perimeter containment, and heavy-duty disposal bags rated for chemical waste. Some chemical kits also include a pair of chemical resistant gloves and eye protection for the responder, a neutralising agent for acid or alkali spills, and pH indicator paper for identifying unknown spills.
Key advantage: Chemical resistance in the absorbent material means the kit is safe to use with aggressive chemicals that would degrade standard absorbents. Using a general purpose polypropylene absorbent on a concentrated acid spill risks degradation of the absorbent and inadequate containment.
Important distinction: Chemical spill kits absorb the liquid but do not neutralise aggressive chemicals. Neutralisation is a separate step for acid and alkali spills and must be carried out using the correct neutralising agent before the absorbed material is disposed of.
Universal or General Purpose Spill Kits
Universal spill kits contain grey absorbent materials made from polypropylene that absorb a wide range of water-based and petroleum-based fluids. They are the most commonly used spill kit type in Malaysian workplaces because of their versatility across the range of fluids present on most general industrial sites.
What they absorb: Water-based fluids including coolants, aqueous cleaning solutions, water-based paints, and process water. Petroleum-based fluids including oils and fuels. Mild chemical solutions at lower concentrations. Blood and biological fluids in first aid and healthcare applications.
Where they are used: Construction sites handling a mix of fuels, lubricants, and water-based process fluids. Manufacturing facilities with diverse fluid types across different production processes. Food processing environments where both water-based and oil-based fluids are present. General industrial and commercial workshops.
What they do not do well: Universal kits are not hydrophobic. On wet surfaces, the absorbent will absorb water as well as the spilled fluid, reducing its effective capacity for the target liquid. For outdoor or marine environments where water is present, an oil-only kit is the more effective choice for petroleum spills. For aggressive chemicals at high concentrations, a dedicated chemical kit with chemically resistant absorbents is the safer choice.
Standard kit contents: Grey absorbent pads for surface absorption, grey absorbent socks for perimeter containment, and disposal bags. Larger kits may include pillows or loose granular absorbent for heavier spills.
Choosing the Right Kit Size
Spill kit capacity is measured by the volume of liquid the kit can absorb, typically expressed in litres. Matching kit capacity to the largest credible spill at the location where the kit is positioned is the correct selection methodology.
For a vehicle workshop with individual oil containers and a sump drain, a 20 to 40 litre kit is adequate for routine spills. For a chemical store with drum storage of process chemicals, a 100 litre or larger kit positioned at the store entrance addresses the capacity needed for a full drum spill. For a facility with bulk storage tanks, multiple large-capacity kits or a dedicated spill response trolley with large-volume absorbents may be required.
The most common spill kit procurement error in Malaysian workplaces is selecting a kit that is adequate for small everyday spills but that cannot contain the largest credible spill at the location. A 20 litre kit next to a 200 litre chemical drum provides false reassurance without adequate protection.
Spill Kit Placement and Maintenance
Correct placement and ongoing maintenance are as important as selecting the right kit type and size.
Positioning. Spill kits must be positioned close to the area where the spill risk exists. A kit that is stored in a central warehouse and must be retrieved during a spill response will arrive too late to prevent the spill from spreading. For chemical handling areas, the kit should be within arm's reach of the dispensing or handling location. For vehicle and plant maintenance areas, a kit should be present in each bay where fuel and oil are routinely handled.
Signage. Spill kit locations must be marked with clear signage visible from the approach to the location. Workers must know where the nearest kit is before a spill occurs, not during one.
Inspection. Spill kits must be inspected at regular intervals to confirm they are complete and have not been partially used without replacement. A kit that has had absorbent pads removed for casual use and not replaced is not a functional spill kit. Assign a responsible person to each kit location and document inspection records.
Replacement after use. After any spill response, all used absorbent materials must be disposed of as chemical or contaminated waste in accordance with the type of liquid absorbed. The kit must be fully restocked before it is returned to its position. A partially depleted kit at a spill location provides less protection than specified and must not be left in that condition.
What to Look for in a Spill Kit Supplier in Malaysia
Kit type clarity. A credible supplier should be able to clearly explain the difference between oil-only, chemical, and universal kits and advise on the correct type for the specific fluids present at your facility. A supplier who treats all spill kits as interchangeable does not have adequate product knowledge for industrial procurement.
Capacity range. Your supplier should stock spill kits across a range of capacities from small portable kits to large drum and wheelie bin kits. The right capacity for every location in a facility will vary and a single kit size is rarely adequate across all spill risk points.
Replenishment supply. Individual absorbent components including pads, socks, and disposal bags should be available for purchase separately to allow kit replenishment after use without replacing the entire kit.
Chemical specific advice. For workplaces handling specific aggressive chemicals, the supplier should be able to confirm that the absorbent materials in the chemical kit are compatible with those specific substances.
Haisar Supply and Services: Spill Kit Supplier in Malaysia
Haisar Supply and Services supplies oil-only, chemical, and universal spill kits for workplaces and project sites across Johor and peninsular Malaysia. Our spill kit range covers small portable kits for light industrial and vehicle maintenance applications, medium and large kits for chemical stores and process areas, and heavy-duty drum and wheelie bin kits for facilities with bulk storage and significant spill risk.
We supply individual absorbent components for kit replenishment and stock fast-moving items for quick resupply when kits are used. Our team can advise on the correct kit type and capacity for your specific fluid types and spill risk locations.
WhatsApp Haisar to Order Spill Kits
Whether you are sourcing spill kits for a new facility, replacing depleted kits on an active project site, or reviewing your spill response provision for compliance with DOE and DOSH requirements, our team is ready to help.
WhatsApp us now for a fast response and to place your order.
We deliver across Johor and peninsular Malaysia with competitive lead times on all spill kit types and sizes.
Browse Spill Kit and Chemical Safety Products at haisar.com
Haisar Supply and Services Sdn Bhd (985158-T) | Kulai, Johor, Malaysia | www.haisar.com

A first aid kit is the most universally present piece of safety equipment in Malaysian workplaces, and one of the most frequently non-compliant. A box that is physically present but stocked with the wrong items, that has not been replenished since it was last used, or that workers cannot locate during an actual emergency does not meet the legal requirement, regardless of how it looks during a routine walkthrough.
The legal basis for workplace first aid in Malaysia is often misquoted, including in earlier guidance published on this site. There is no standalone “First Aid Regulations 2004.” The obligation comes from Section 25 of the Factories and Machinery Act 1967 and Regulation 38 of the Factories and Machinery (Safety, Health and Welfare) Regulations 1970, read together with the general welfare duty in Section 15(1) of the Occupational Safety and Health Act 1994 (OSHA 1994). The Department of Occupational Safety and Health (DOSH) then translates those legal provisions into practical detail through its Guidelines on First-Aid in the Workplace, a technical guidance document, not a regulation in its own right, though DOSH inspectors use it as the working reference during inspections.
This guide sets out what the law and DOSH guidance actually require: how many first aiders you need, what has to be in the box, when a dedicated first aid room becomes mandatory, how records must be kept, and where the regulatory minimum falls short of what specific hazard environments actually need.
Why First Aid Provision Fails Compliance More Often Than Other Safety Equipment
First aid kits fail inspection for reasons that have nothing to do with the initial purchase. A kit bought correctly on day one degrades through ordinary use: dressings get used and not replaced, gloves run out, saline expires quietly on a shelf, and the person originally assigned to check the box changes roles without a handover. Because the kit is rarely opened outside of an actual injury, these gaps go unnoticed until the moment they matter most, or until a DOSH inspection finds an empty compartment where a sterile dressing should be.
The second common failure is treating the regulatory minimum as the ceiling rather than the floor. The content list prescribed by DOSH guidance is written for general wound care across a generic workplace. A chemical plant, a construction site, and an office do not have the same injury profile, and a kit that satisfies the letter of the guideline can still leave a workforce under-prepared for the injuries its actual hazards are most likely to produce.
The Legal Framework for Workplace First Aid in Malaysia
Factories and Machinery Act 1967 and the Safety, Health and Welfare Regulations 1970
Section 25 of the Factories and Machinery Act 1967 (Act 139) and Regulation 38 of the Factories and Machinery (Safety, Health and Welfare) Regulations 1970 set out the occupier’s core first aid obligations for factory workplaces: providing and maintaining a first aid box or cupboard to the prescribed standard and ensuring it is readily accessible at all times; assigning responsibility for the box to a named responsible person, who must be proficient in first aid treatment if the factory employs more than 20 people; and providing and maintaining a dedicated first aid room where more than 150 people are employed. The Factories and Machinery (Repeal) Act 2022 took effect on 1 June 2024, but its subsidiary regulations, including the 1970 Safety, Health and Welfare Regulations, remain in force pending replacement OSHA subsidiary legislation, and DOSH continues to apply them as the operative standard.
Occupational Safety and Health Act 1994
Section 15(1) of OSHA 1994 requires every employer and self-employed person to ensure, so far as is practicable, the safety, health and welfare at work of their employees. First aid provision sits under the welfare component of this general duty, which is why OSHA 1994 is the applicable legal basis for workplaces outside the factory definition, including offices, warehouses, retail premises, and service businesses that the 1970 Regulations do not directly cover. Following the Occupational Safety and Health (Amendment) Act 2022, which came into force on 1 June 2024, penalties for breaching the general duty, including inadequate first aid provision, rose to a maximum fine of RM500,000, imprisonment of up to two years, or both.
The DOSH Guidelines on First-Aid in the Workplace
DOSH’s Guidelines on First-Aid in the Workplace (2nd Edition, 2004, reference JKKP: GP(I) 06/2004) is the practical reference that translates the legal provisions above into specific numbers: how many first aiders per workforce size, what the first aid box should contain, when a first aid room is required, and how records should be kept. It is a guideline rather than a standalone regulation, but DOSH inspectors apply it directly during workplace inspections, and most of the specific figures employers rely on for compliance planning, including the tables in this guide, come from this document rather than from the Act or Regulations themselves.
USECHH Regulations 2000 and Chemical-Specific First Aid Information
Where a workplace uses chemicals classified as hazardous to health, the Use and Standards of Exposure of Chemicals Hazardous to Health (USECHH) Regulations 2000 require the current Chemical Safety Data Sheet (CSDS) for each such chemical to be kept in a conspicuous, accessible location close to where it is used. DOSH’s first aid guideline explicitly cross-references this requirement and recommends that first aiders working with hazardous chemicals receive specific training in decontamination and chemical poisoning management, beyond the standard first aid course.
Multi-Employer Worksites
On a worksite where employees of different employers work together, such as a construction site with multiple subcontractors, OSHA 1994 places the duty to provide adequate first aid provision on the principal employer. The relevant employers may instead agree in writing that one of them will provide the first aiders, boxes, room and equipment on behalf of all parties, provided the agreement is documented and a copy is kept by each employer involved. An informal understanding that “someone else will handle first aid” is not sufficient; DOSH expects a written arrangement.
The Four Components of Workplace First Aid
DOSH’s guideline frames workplace first aid around four components that should be planned together, not purchased in isolation: the first aider (the trained person), the first aid box (portable, immediate-response equipment), the first aid room (a dedicated space required above a certain workforce size), and first aid equipment more broadly, such as stretchers and oxygen where relevant. When deciding how much of each to provide, DOSH directs employers to weigh four factors: the type of industry, the number of workers, the number of shifts, and the location of the workplace relative to the nearest clinic or hospital. A remote site with a two-hour transfer time to the nearest hospital needs more first aid capability than an identical headcount in a city with a clinic next door, even though both might satisfy the same box-count formula.
How Many First Aiders Do You Need?
DOSH’s guideline sets out first aider numbers by hazard category, not a flat ratio applied to every workplace. This table reproduces the guideline’s general guide in full, since most secondary sources online simplify it into a single ratio that does not match what DOSH actually specifies.
Workplace Category
|
|
||
|
Low-risk hazard workplaces (e.g. offices) |
Fewer than 20 |
1 |
|
Low-risk hazard workplaces (e.g. offices) |
21–150 |
2 |
|
Low-risk hazard workplaces (e.g. offices) |
More than 150 |
2 for every 150 workers or part thereof |
|
High-risk hazard workplaces (e.g. chemical plants, shipyards, construction sites) |
Fewer than 20 |
1 per shift |
|
High-risk hazard workplaces (e.g. chemical plants, shipyards, construction sites) |
20 or more |
1 for every 20 workers or part thereof |
|
Any workplace |
More than 400 |
2 for every 150 workers or part thereof, plus a registered nurse or medical assistant employed on site |
|
Logging operations |
— |
1 for every tree-felling gang (feller, tractor driver, wireman and supervisor) |
Notice the gap between the low-risk and high-risk columns: a 40-person office needs 2 first aiders, while a 40-person construction site or chemical plant needs 2 as well under the “1 per 20” rule, but a 100-person high-risk site needs 5 first aiders against just 2 for an equivalent low-risk office. Classifying your workplace correctly against this table, rather than defaulting to the low-risk column because it produces a smaller number, is the first place many employers under-provide.
Shift Work Coverage
Where a workplace operates a shift schedule, the first aider numbers above apply to every shift independently, not to the total workforce across a 24-hour period. A factory with sufficient first aiders on the day shift but none on the night shift is non-compliant during every hour the night shift operates unsupervised.
Selecting and Training First Aiders
DOSH recommends selecting candidates for first aid training who are physically fit, free from blood-borne infectious diseases such as Hepatitis B or HIV, and able to leave their normal duties immediately to respond to an emergency. Recognised training providers include institutions under the Ministry of Health, hospitals under the Ministry of Education, the National Institute of Occupational Safety and Health (NIOSH), the Malaysian Society for Traumatology and Emergency Medicine (MASTEM), the Malaysian Red Crescent Society, St John Ambulance Malaysia, and any organisation whose trainers were themselves trained by one of these bodies and approved by the DOSH Director General.
The standard course covers two parts: basic life support (the chain of survival, CPR technique, airway obstruction management, and recovery position) and first aid proper (patient assessment, spinal injury management, shock management, fracture management, and wound care), with theory and practical assessment at the end of each part. Refresher training on a recognised course is required once every three years, and the employer must keep a record of each first aider’s original training date and every subsequent refresher.
First Aid Box: Design, Location and Contents
Design and Placement
A compliant first aid box must be made of sturdy, portable material so it can be carried to the site of an incident rather than requiring the casualty to be brought to it, and must be clearly marked and placed in a well-illuminated, identifiable, accessible location. Where a workplace covers a large area, DOSH expects multiple boxes distributed so that every work area has reasonable access, and multi-storey premises need at least one box per floor. The box should be kept secured, with the key held by the responsible person and available throughout all working hours under Regulation 38(iii) of the 1970 Regulations, and every employee should be told where each box is located, not left to find out during an emergency.
Recommended Contents of a First Aid Box
DOSH’s guideline (Appendix 4) sets out the recommended contents for a standard workplace first aid box. This is the list DOSH inspectors reference, and it is worth stocking exactly rather than an approximation of it.
Item
|
|
|
|
Triangular bandages (130cm x 90cm x 90cm) × 5 |
Slings, securing dressings, improvised splinting |
|
Sterile eye pads |
Eye injuries |
|
Non-sterile 4x4” gauze pads |
General wound covering |
|
Sterile 4x4” gauze pads |
Clean wound covering |
|
Sterile 10x10” gauze pads |
Larger wounds |
|
Elastic bandage |
Support and compression |
|
Roller bandages 7.5cm × 4 |
Larger dressings and limbs |
|
Roller bandages 3cm × 4 |
Smaller dressings |
|
Roller bandages 2.5cm × 4 |
Fingers and small areas |
|
Cold pack compress gel |
Sprains, strains, swelling |
|
Burn sheet / dressing |
Burn injuries |
|
Disposable (non-sterile) gloves, pairs |
First aider infection protection (Universal Precautions) |
|
Stainless steel bandage scissors |
Cutting bandages and clothing |
|
Adhesive tape |
Securing dressings |
|
Sterile multi-trauma dressing / gauze |
Larger or severe wounds |
|
Alcohol prep pads |
Skin cleansing |
|
Cetavlon (antiseptic) |
Wound cleansing |
|
Cotton buds |
Precision cleaning |
|
Barrier device for CPR (pocket mask or face shield) |
Safe rescue breathing |
|
Elastoplasts / sterile adhesive dressings |
Minor cuts and abrasions |
|
Safety pins |
Securing triangular bandages |
|
Thermometer |
Monitoring casualty condition |
|
First aid manual |
Reference and guidance |
|
Waterproof waste bag |
Disposal of contaminated material |
|
Inventory checklist of box contents |
Verifying completeness during inspection |
What Must Never Go in a First Aid Box
DOSH guidance is explicit that a first aid box should not contain oral medication of any kind beyond what is strictly required for first aid treatment itself. Painkillers, antibiotics, and medicated creams are not first aid box contents; a worker who needs medication should be referred to a doctor or clinic, not self-treated from the workplace kit.
Signage
First aid box and first aid room locations should be identifiable at a glance. Malaysian workplaces generally use the MS ISO 7010 E003 symbol, a white cross on a green background, which should be visible from the approach to the location and, where lighting may be poor during an emergency, backed by illuminated or photoluminescent signage.
First Aid Room Requirements
A dedicated first aid room is required under DOSH’s guideline where more than 150 people are employed at the workplace. Some secondary sources, including the earlier version of this article, cite a 100-worker threshold; the current DOSH guideline document itself states 150, and that is the figure used here. If your existing safety documentation references 100 workers, it is worth checking which figure your DOSH area office is currently applying and updating your internal threshold accordingly, since erring toward the more conservative 100-worker trigger is not a compliance risk, only erring the other way is.
Design and Location
The room needs to be large enough for a couch plus room to move around it, fitted with emergency lighting, floors and ceilings in materials that do not collect dust and are easy to clean, non-slip flooring, and privacy (obscured windows where necessary) with a comfortable temperature and humidity. When choosing where to site it, DOSH directs attention to proximity to a shower for cleaning or decontamination, proximity to lifts and passageways wide enough for a stretcher or wheelchair, accessibility from work areas, and accessibility from the car park so an injured person can be transferred to an ambulance without delay.
Recommended First Aid Room Facilities
#
|
|
|
|
1 |
First aid box |
|
2 |
Sink with running tap water |
|
3 |
Antiseptic hand wash soap |
|
4 |
Paper towels |
|
5 |
Examination/treatment couch with pillow and blanket |
|
6 |
Portable stretchers |
|
7 |
Splints (upper and lower limb) |
|
8 |
Disposable plastic apron |
|
9 |
Separate disposable waterproof waste bags/baskets for hazardous and non-hazardous material |
|
10 |
Spinal immobilisation equipment (cervical collar, spinal board) |
|
11 |
Torch light |
|
12 |
Chairs for a waiting area |
|
13 |
Cupboard for storing first aid top-up stock |
A first aid room that has been repurposed as overflow storage, a prayer room, or a break area during quiet periods is a common finding during DOSH inspections. The room must be usable for its intended purpose at the moment it is needed, which means it cannot be treated as flexible space.
Record-Keeping: Treatment Records and Retention
Every casualty treated by a first aider should be logged, covering the immediate treatment given, details of the incident and the work process involved, the nature of the injury or illness, any referral made (ambulance, clinic, hospital), and the subsequent management of the case. If the incident involved a chemical, the relevant CSDS should be attached to the record. The employer must retain these records for five years. Beyond satisfying DOSH, this record is often the only contemporaneous evidence available if a seemingly minor injury develops into a longer-term claim months or years later.
Workplace-Specific First Aid Provision Beyond the Minimum
The DOSH-prescribed box and the standard first aider ratios are a regulatory floor written for general wound care. Malaysian workplaces with specific hazard profiles need to build on top of that floor, not stop at it.
Environment
|
|
||
|
Chemical handling |
Emergency eyewash/shower within 10 seconds of travel, CSDS posted at point of use, decontamination-trained first aiders |
Chemical burns require immediate large-volume irrigation; a standard box cannot deliver this |
|
Electrical hazard |
AED (automated external defibrillator) and at least one first aider trained in its use |
Ventricular fibrillation following electric shock is a survival-dependent emergency where time to defibrillation is the critical variable |
|
Working at heights |
Cervical collar, spinal board, larger trauma dressings, haemostatic gauze |
Falls produce fractures, spinal injury and severe bleeding that a standard box is not sized for |
|
Confined spaces |
Oxygen administration equipment, resuscitation pocket masks, trained rescuers |
Casualties may present with asphyxiation or toxic gas exposure requiring more than wound care |
|
Remote or rural project sites |
Expanded trauma kit, oxygen, communication equipment for coordinating emergency services |
Ambulance response time of 20–30 minutes or more means first aiders must sustain a casualty for longer |
|
Food processing and manufacturing |
Oral rehydration sachets, cooling equipment, heat illness guidance |
Heat exhaustion and heatstroke are genuine risks in Malaysian processing environments |
Special First Aid Requirements
DOSH’s guideline also covers scenarios that fall outside routine day-to-day first aid. Workplaces with a potential for mass casualties should pre-position equipment such as stretchers, wheelchairs, sheets and blankets, and plan a safe evacuation and treatment area in advance rather than improvising one during an actual incident. Where a first aider might be exposed to blood or body fluids while treating a casualty, protective clothing and equipment should be provided, properly stored, and checked regularly, and DOSH specifically recommends Hepatitis B immunisation for first aiders as a precaution. Universal Precautions, treating all blood and body fluids as potentially infectious, should be applied by default, and any surfaces or skin contaminated during treatment should be washed with soap and water and disinfected as soon as possible afterward.
Common Mistakes in Workplace First Aid Programmes
- Classifying a high-risk workplace under the low-risk first aider table. A construction site or chemical plant assessed as “office-equivalent” risk will be significantly under-resourced on first aiders.
- No first aider on the night or weekend shift. The ratio requirement applies per shift, not as a daily average.
- First aid room used for storage or breaks. DOSH inspectors check whether the room is actually available for first aid at the moment of inspection.
- Expired consumables left in the box. Saline, sterile dressings and other consumables carry use-by dates that need active tracking, not a once-a-year glance.
- First aid certificates lapsing unnoticed. The three-year refresher requirement is easy to miss without a tracked renewal date per first aider.
- Locked box with no accessible key. Regulation 38(iii) requires the key to be held by a responsible person available throughout working hours, not left in an office that is empty during the relevant shift.
- Treating the standard box as sufficient for the actual hazard. A chemical site, an electrical hazard site, or a working-at-heights site needs additional provision beyond the generic DOSH content list.
- No written agreement on a multi-employer site. Assuming another contractor is “handling first aid” without a documented agreement leaves the principal employer exposed if nobody actually is.
First Aid Provision by Industry
Industry
|
|
||
|
Offices and administrative sites |
Low risk |
Standard box content; AED where the building has significant foot traffic |
|
Manufacturing and factories |
High risk |
1 first aider per 20 workers, first aid room above 150 staff, burn and machinery-injury provision |
|
Chemical and petrochemical plants |
High risk |
Eyewash/shower stations, CSDS at point of use, decontamination-trained first aiders |
|
Construction sites |
High risk |
Written multi-employer first aid agreement, trauma and fracture provision, spinal immobilisation kit |
|
Shipyards and marine |
High risk |
1 first aider per 20 workers, confined space and fall-related trauma provision |
|
Logging operations |
Specified separately |
1 first aider per tree-felling gang |
Choosing a First Aid and Emergency Response Supplier in Malaysia
When sourcing first aid kits and related emergency equipment for a Malaysian workplace, it is worth confirming a few things with your supplier before ordering: that the box contents match the DOSH-recommended list rather than a generic import, that hazard-specific add-ons (burn dressings, spinal immobilisation, chemical decontamination items) are available rather than only the base box, that individual item replenishment is available so a used dressing does not require buying a whole new kit, and that the supplier can advise on eyewash and shower provision where chemical handling is involved, since this equipment has its own placement and flow-rate requirements that a first aid box supplier does not always understand.
Haisar’s Emergency Response Support in Malaysia
Haisar Supply and Services supplies emergency response and first aid-adjacent equipment for workplaces and project sites across Johor and peninsular Malaysia, with particular depth in eyewash stations, emergency showers, and spill containment equipment, including portable and plumbed eyewash units, wall- and floor-mounted combination eyewash and shower stations, and oil, chemical and universal spill kits across multiple volumes. For chemical handling areas specifically, this range covers the eyewash and decontamination provision that a standard first aid box cannot, and pairs directly with the guidance in this article on 10-second eyewash access and CSDS placement.
If your requirement includes DOSH-content first aid boxes, first aid room fit-out, or AED units, our team can source and quote these alongside our existing emergency response range as part of a combined project list. Sharing your workforce size, hazard classification (low or high risk under the DOSH table above), and site layout lets us help you specify the right mix of boxes, room equipment, and eyewash/shower provision rather than a generic quote.
A workplace building out its first aid and emergency response programme typically also needs to review safety signage for first aid box and room locations, fire safety equipment where burns and evacuation overlap with first aid planning, and fall protection equipment on sites where spinal and trauma first aid provision is a specific concern. Facilities with electrical hazard exposure should also see our guide to electrical safety PPE, since AED provision and electrical PPE programmes are typically planned together.
First Aid Compliance Checklist
Item
|
|
|
|
Workplace correctly classified as low-risk or high-risk against the DOSH first aider table |
☐ |
|
Number of first aiders matches the applicable ratio for workforce size and risk category |
☐ |
|
First aiders present on every shift, not just the day shift |
☐ |
|
First aid certificates current, with refreshers tracked on a 3-year cycle |
☐ |
|
First aid box(es) placed for reasonable access across the whole site, with one per floor in multi-storey premises |
☐ |
|
Box contents match the DOSH-recommended list, with no oral medication included |
☐ |
|
Box key held by a responsible person accessible during all working hours |
☐ |
|
Dedicated first aid room provided if more than 150 workers are employed |
☐ |
|
First aid room used exclusively for its intended purpose, not storage or breaks |
☐ |
|
Hazard-specific provision added (eyewash/CSDS, AED, spinal kit, oxygen) where relevant |
☐ |
|
Treatment records kept for every casualty and retained for 5 years |
☐ |
|
Written multi-employer first aid agreement in place on shared worksites |
☐ |
|
Signage marking first aid box and room locations, visible and illuminated where needed |
☐ |
Frequently Asked Questions
Is there really an “Occupational Safety and Health (First Aid) Regulations 2004” in Malaysia?
No. This is a common misstatement, including in earlier versions of this article. The 2004 document is DOSH’s Guidelines on First-Aid in the Workplace (2nd Edition), a technical guideline, not a standalone regulation. The binding legal obligations come from Section 25 of the Factories and Machinery Act 1967, Regulation 38 of the Factories and Machinery (Safety, Health and Welfare) Regulations 1970, and Section 15(1) of OSHA 1994.
How many first aid boxes does my workplace need?
DOSH does not prescribe a single fixed ratio; the requirement is that boxes be distributed so every work area has reasonable, prompt access, with at least one box per floor in multi-storey premises and additional boxes for isolated or high-risk areas regardless of headcount.
How many trained first aiders do I need?
It depends on whether your workplace is low-risk or high-risk under the DOSH guideline. Low-risk workplaces need 1 first aider under 20 workers, 2 for 21–150 workers, and 2 per additional 150 thereafter. High-risk workplaces need 1 per shift under 20 workers, and 1 per 20 workers or part thereof above that. Workplaces above 400 workers also need a registered nurse or medical assistant on site.
Can painkillers or other medication be kept in a first aid box?
No. DOSH guidance is explicit that first aid boxes should not contain oral medication beyond what is required for immediate first aid treatment. Workers needing medication should be referred to a doctor or clinic.
When is a dedicated first aid room legally required?
DOSH’s guideline states a first aid room is required where more than 150 people are employed at the workplace. Some other sources state 100 workers as the threshold; if your internal policy already uses 100, there is no compliance risk in continuing to do so, since it is more conservative than the guideline’s figure.
How often do first aiders need refresher training?
Once every three years on a recognised course, per DOSH guidance. Employers should keep a record of each first aider’s original and refresher training dates.
Which training providers does DOSH recognise for first aid courses?
Institutions under the Ministry of Health, hospitals under the Ministry of Education, NIOSH, the Malaysian Society for Traumatology and Emergency Medicine, the Malaysian Red Crescent Society, St John Ambulance Malaysia, and any organisation using trainers certified by one of these bodies and approved by the DOSH Director General.
Do I need an AED at my workplace?
There is no blanket legal requirement for every Malaysian workplace to have an AED. It is strongly advisable, and treated as best practice by DOSH’s wider guidance on first aid equipment, for workplaces with elevated cardiac-arrest risk, including sites with electrical hazards, manufacturing plants, and larger facilities generally, since survival from cardiac arrest depends heavily on time to defibrillation.
What should be recorded after a first aider treats an injury?
The treatment given, details of the incident and the work process involved, the nature of the injury, any referral made to a clinic or hospital, and the subsequent management of the case. The record must be kept for five years, and the relevant CSDS should be attached if a chemical was involved.
Who is responsible for first aid provision on a construction site with multiple contractors?
The principal employer, under OSHA 1994's general duty. Individual employers may agree in writing that one party will provide the first aiders, boxes, room and equipment on behalf of all of them, but this arrangement must be documented, with a copy held by each employer involved.
What is the difference between a first aid box, a first aid room, and first aid equipment?
DOSH treats these as three of the four components of workplace first aid (alongside the first aider). The box is portable and for immediate response; the room is a dedicated space required once a workplace exceeds 150 employees; equipment refers to broader items such as stretchers, spinal boards and oxygen that support first aid beyond what fits in a box.
Does chemical handling require anything beyond the standard first aid box?
Yes. Workplaces using hazardous chemicals need the current CSDS posted near the point of use under USECHH Regulations 2000, and DOSH recommends first aiders in these environments receive specific training in decontamination and chemical poisoning management. Emergency eyewash or shower provision within roughly ten seconds of travel is also expected wherever corrosive chemicals are regularly handled.
How long must first aid treatment records be kept?
Five years, per DOSH's guideline. This retention period matters beyond compliance, since it is often the only contemporaneous record available if an injury develops into a longer-term claim well after the original incident.
Conclusion
A compliant first aid programme in Malaysia is built on getting four things right together: the correct number of trained first aiders for your actual risk category and shift pattern, a box stocked to the DOSH-recommended list and genuinely accessible at all times, a dedicated first aid room once the workforce crosses 150 people, and records that are actually kept for the full five years. None of this is complicated on its own, but it degrades quietly if nobody owns it, which is why most first aid non-compliance findings are maintenance failures rather than initial planning failures.
If you're setting up or reviewing first aid and emergency response provision for a Malaysian workplace or project site, our team can help you match eyewash, shower, and spill response equipment to your hazard profile, and point you toward first aid box and AED sourcing as part of the same project. Request a quotation or send us your site details directly, and we'll help you work through what your workforce size and hazard category actually require.
Haisar Supply and Services Sdn Bhd (985158-T) | Kulai, Johor, Malaysia | www.haisar.com

There is no shortage of safety equipment suppliers in Johor. Industrial hardware shops, wholesale distributors, online marketplaces, and regional trading companies all compete for the same procurement budgets. From the outside, the differences between them can be difficult to see. Products look similar. Prices are comparable. Websites make the same promises.
The differences become clear when a project mobilises, a compliance audit arrives, or a site needs an urgent resupply. That is when the distance between a safety equipment supplier and a safety equipment procurement partner becomes visible, and visible in ways that directly affect project timelines, compliance status, and the safety of the people on site.
This page explains why procurement managers, HSE officers, and project teams across Johor consistently choose Haisar Supply and Services over the alternatives, and what that choice means in practice for the operations they are responsible for.
What Most Safety Equipment Suppliers in Johor Offer
To understand what makes Haisar different, it helps to be clear about what the typical safety equipment supply experience in Johor looks like.
Most suppliers in the Johor market operate as product distributors. They carry a range of standard PPE and safety equipment, process orders against purchase requests, and fulfil deliveries. For straightforward commodity procurement where the specification is settled, the product is standard, and the buyer knows exactly what they need, this model works adequately.
The limitations of the pure-distributor model emerge in situations that go beyond routine commodity procurement.
When the specification is not settled and the buyer needs technical advice on which product is right for their specific hazard environment, the distributor who does not have application knowledge cannot help. They can show you what they have in stock. They cannot tell you whether it is the right product for your application.
When compliance documentation is required alongside the product, including SIRIM certificates, FR test certifications, gas detection calibration records, and manufacturer technical data sheets, the distributor without a documentation management process cannot produce it promptly. They may eventually source it, but not on the day you need it for a site induction or a client audit.
When the order covers multiple product categories and the site needs everything in one delivery for mobilisation day, the single-category specialist cannot help. You manage multiple orders from multiple suppliers and hope they all arrive on the same day.
When the specification is wrong and the wrong product arrives on site, the distributor who processed the order without technical engagement has no mechanism to have caught the error upstream.
These are not edge cases. They are the routine challenges of industrial safety equipment procurement for project sites and facilities in Johor's active industrial sectors. They are what Haisar is built to address.
The Haisar Difference: Six Things We Do That Most Johor Suppliers Do Not
1. We Engage at the Specification Stage, Not Just at the Purchase Order
When a project team contacts Haisar, the first conversation is about the project, not the product catalogue. We ask about the scope of work, the hazard environment, the industries and regulatory frameworks that apply, and the timeline. That context shapes everything that follows.
For PPE, this means we advise on the correct hazard class for each product category rather than defaulting to whatever is most commonly ordered. For gas detection equipment, it means we confirm the sensor configuration appropriate for the specific atmospheric hazards present. For working at heights equipment, it means we ask about fall clearance before recommending a lanyard type. For FR workwear, it means we confirm the calorie rating required for the flash fire hazard level at the client's facility.
This engagement upstream of the purchase order is what prevents specification drift, the procurement failure where the right product category is ordered but the wrong product arrives because the specification was not precise enough to be unambiguous.
Most safety equipment suppliers in Johor do not operate this way because it requires product knowledge they do not maintain. Haisar invests in this knowledge because our clients operate in industries where the wrong specification is not a minor inconvenience. It is a compliance failure and a safety risk.
2. We Supply Across Every Product Category Your Site Needs
Haisar's product range covers the complete scope of safety equipment and project supply that industrial project teams in Johor procure. Our eight product categories encompass PPE across all hazard classes, electrical safety including arc flash PPE and LOTO systems, fire safety and rescue equipment, project supplies and site equipment, emergency response products, working at heights equipment, chemical safety equipment, and customised workwear.
This breadth eliminates the vendor fragmentation that is one of the most significant procurement headaches for project teams in Johor. Managing separate supplier relationships for PPE, fall protection, gas detection, fire safety, and workwear across a project lifecycle is an administrative burden that multiplies errors and complicates mobilisation. A single point of contact for all of these categories simplifies procurement without compromising on product quality or specification.
Suppliers who specialise narrowly in one or two categories will always be present in the Johor market. For projects that need consolidated supply across the full scope of site safety equipment, Haisar is the partner that makes consolidation possible without sacrificing specification quality.
3. We Provide Complete Compliance Documentation With Every Supply
In Johor's regulated industrial sectors, the product is only part of what a compliant procurement needs to deliver. The documentation that accompanies the product is equally important. SIRIM certification references, FR test certificates with calorie ratings, gas detection calibration certificates, voltage rating test records for insulating gloves, manufacturer technical data sheets, and compliance declarations are all required by regulated operations, and all are routinely requested during DOSH inspections, PETRONAS contractor audits, and international client safety reviews.
Haisar maintains a documentation management process that runs alongside every supply engagement. For every product category we supply, we can provide the compliance documentation required by regulated industrial operations. We provide it at the point of supply, not after a request and a delay.
Suppliers who cannot produce this documentation promptly are not adequate supply partners for regulated industrial operations in Johor. The product without the documentation is an incomplete supply in the context of compliance-driven procurement.
4. We Deliver on the Commitments We Make
Project sites run on timelines. A safety equipment order that arrives after the mobilisation date is not just an inconvenience. It delays site start, creates compliance risk if the site operates without adequate equipment, and in some cases triggers penalty provisions in the project contract.
Haisar commits to delivery timelines that reflect our actual stock position and lead time reality, not our best-case aspiration. When we commit to a delivery date, we meet it. When a supply issue arises that could affect a committed delivery date, we communicate proactively with options rather than presenting the delay as a fait accompli on the day the delivery was expected.
We maintain stock of fast-moving items across our product categories so that standard PPE, workwear, and site safety products can be supplied and delivered within Johor on short notice. For products requiring importation or specialised sourcing, we are upfront about lead times at the quotation stage.
Reliable delivery is not a differentiator that requires explanation to procurement managers who have been let down by suppliers who overpromised. It is the operational baseline that Haisar holds itself to on every order.
5. We Support Multiple Industries With Sector-Specific Knowledge
Johor's industrial base is diverse. Oil and gas operations in Pasir Gudang have fundamentally different safety equipment requirements to data centre construction in Iskandar Puteri, solar EPC projects in Kluang, marine operations in the Johor Strait, or manufacturing facilities in Senai. The PPE, the standards, the compliance documentation, and the regulatory frameworks differ across all of these sectors.
Haisar works across all of them. Our team's knowledge spans PETRONAS and PCSB requirements for oil and gas operations, TNB and IEC standards for electrical safety in power and utilities, BOMBA requirements for fire safety, DOSH regulations for working at heights and confined space entry, and the international operator safety standards applied by hyperscale data centre developers and major EPC contractors.
This cross-sector knowledge means that when a procurement manager or HSE officer brings us a new project type, we are not learning on the job. We understand the compliance framework that applies and we can advise accordingly.
Most safety equipment distributors in Johor operate as generalists with product knowledge but without sector-specific regulatory knowledge. For regulated industrial operations, the difference between a supplier who knows the product and a supplier who knows the product and the regulatory context is significant.
6. We Are a Johor Business That Understands the Johor Market
Haisar Supply and Services is based in Kulai, Johor. We are not a Kuala Lumpur-headquartered supplier with a Johor branch, and we are not an online marketplace operated from outside the state. We are a Johor business serving Johor's industrial project and facilities market.
That means we understand the supply chains, the client base, the regulatory landscape, and the operational environment that Johor's industrial sectors operate in. We have relationships with the principal contractors, project developers, and facility operators active in Johor. We know the specific challenges of procurement for sites in Pasir Gudang, Iskandar Puteri, Senai, Kluang, and across the state.
We deliver within Johor with speed that suppliers based outside the state cannot match for time-sensitive requirements. And when a project manager calls with an urgent need, they are speaking to a team that is genuinely local, not a regional call centre routing the query to a logistics operation somewhere else on the peninsula.
Who Chooses Haisar
Haisar's clients span the full range of Johor's industrial sectors. The common thread is not the industry. It is the procurement context.
Project teams mobilising quickly who need consolidated safety equipment supply across multiple categories without managing a dozen vendor relationships. HSE managers at regulated facilities who need compliance documentation alongside their products, not instead of them. Procurement officers at PETRONAS contractor companies who need a supplier who understands approved vendor requirements and can supply with the documentation their principal contractor demands. EPC contractors managing safety equipment supply across multiple concurrent projects who need a partner who stays engaged through the project lifecycle, not just at the point of the first purchase order. SMEs in Johor's manufacturing, logistics, and service sectors who need quality branded workwear and site safety equipment without the complexity of managing procurement across multiple suppliers.
If your safety equipment procurement is currently working well, Haisar may not need to be part of your supply chain. If you have experienced specification errors, missing compliance documentation, unreliable delivery, or the administrative burden of managing multiple safety equipment vendors across a Johor project, we are the alternative worth talking to.
Our Certifications and Compliance Credentials
Haisar Supply and Services maintains the compliance credentials required to operate as a trusted safety equipment supplier to regulated industrial operations in Malaysia.
Our company registration, financial standing, and quality management processes are maintained to the standards required for vendor registration with major principal contractors and industrial operators in Johor and across Malaysia. We supply products with SIRIM certification references, international standard compliance documentation, and manufacturer authorisation credentials for the brands we represent.
For clients undergoing vendor registration processes with PETRONAS, TNB, or major EPC contractors, we support the documentation requirements from our side of the supply chain, providing product compliance packages that meet the approved vendor submission requirements of the principal procurement organisations active in Johor's industrial sectors.
Get a Quote from Haisar
If you are currently sourcing safety equipment in Johor and looking for a supply partner who engages at the specification stage, delivers on time, provides complete compliance documentation, and understands the regulated industrial environment your operations require, we are ready to demonstrate what that looks like in practice.
Contact our team with your project or facility requirements. We respond promptly, we come prepared with product knowledge, and we deliver what we commit to.
Explore Our Products or Learn More About Our Services
Haisar Supply and Services Sdn Bhd (985158-T) | Kulai, Johor, Malaysia | www.haisar.com

For businesses in Johor, a company uniform is one of the most visible investments you can make in your brand. Every customer interaction, every site visit, every delivery, and every public-facing moment involves a person wearing your company's colours. Whether that person looks professional and consistent, or turns up in a generic polo with a faded sticker logo, is a procurement decision you made when you last ordered workwear.
Embroidered company uniforms raise the standard. Embroidery is the premium finish for company logos on workwear and uniforms. It does not peel, fade, or wash out. It sits flush with the fabric, adds a tactile quality that printed logos cannot replicate, and communicates permanence and professionalism in a way that heat-transfer prints and screen printing simply do not match.
This guide covers everything Johor businesses need to know about ordering embroidered company uniforms, from the garment types and customisation options available to how the ordering process works and what to expect from a quality embroidery supplier in Johor.
Why Embroidery Is the Right Finish for Company Uniforms
When a Johor SME, contractor, or facility operator invests in company uniforms, they are making a brand statement that will be worn repeatedly across months or years of daily use, washing, and physical work. The logo application method determines how that statement holds up over time.
Durability. Embroidered logos are stitched directly into the fabric using thread. They do not delaminate, crack, or peel under washing, heat, or abrasion. A well-embroidered logo on a quality garment will outlast the garment itself. Heat-transfer prints begin to crack and peel within six to twelve months of regular industrial washing. Screen prints fade progressively with UV exposure. Embroidery does neither.
Professional appearance. There is a visual and tactile quality to embroidery that communicates quality and permanence. On a company polo shirt worn by a technician visiting a client's facility, on a coverall worn by a contractor team on a project site, or on a uniform worn by a front-of-house team at a hospitality venue, the embroidered logo reads as intentional and professional in a way that printed alternatives do not.
Wash durability. For workwear that is washed frequently in industrial laundry conditions, embroidery is the only logo application method that maintains its appearance through repeated high-temperature washing. This matters particularly for companies in the oil and gas, construction, and food processing sectors where workwear is washed multiple times per week.
Company identity. An embroidered uniform creates a consistent visual identity across a team. When every technician, supervisor, and site worker wears the same garment with the same logo in the same position, the company presents as organised, consistent, and professional regardless of the size of the team.
Garment Types for Embroidered Company Uniforms in Johor
The garment selection for an embroidered uniform programme depends on the industry, the role of the wearer, and the image the company wants to project. The following are the most commonly ordered garment types for embroidered company uniforms by Johor businesses.
Polo Shirts
The polo shirt is the most versatile garment for company uniform programmes in Johor. It is appropriate for technical, supervisory, customer-facing, and management roles across a wide range of industries. In Malaysia's climate, the polo shirt provides a professional appearance with the comfort of a breathable fabric that a formal shirt does not offer.
For embroidered company uniform polo shirts, the key specification decisions are fabric weight and composition, colour, collar and sleeve style, and logo placement. Standard placement is an embroidered logo on the left chest, with optional back print for company name or project identification. Moisture-wicking, quick-dry fabrics are recommended for outdoor and active roles in Johor's heat and humidity.
Coveralls and Boilersuits
For industrial, construction, and technical roles, embroidered coveralls are the standard uniform garment. They provide full-body coverage appropriate for the working environment, carry company branding on the left chest and back, and can be specified in FR fabric for oil and gas and petrochemical applications.
Embroidered coveralls for Johor's industrial sectors are typically ordered in polycotton for general industrial use, ripstop fabric for durability in construction and outdoor environments, and Nomex or equivalent FR fabric for environments with flash fire risk. Reflective tape configuration can be added to meet hi-vis standards for sites requiring MS ISO 20471 compliant garments.
Corporate T-Shirts
For promotional events, casual work environments, and team identification on project sites, embroidered corporate T-shirts provide a lower-cost garment with the same logo permanence as premium polo shirts. Dry-fit and cotton-blend fabrics are the standard options for Johor's climate.
Jackets and Outerwear
For supervisory, management, and customer-facing roles in air-conditioned environments, embroidered jackets provide a professional appearance with the practicality of a layer that can be removed in outdoor conditions. Softshell jackets, bomber jackets, and lightweight windbreakers are all common options for embroidered company uniform programmes in Johor.
Aprons and Specialised Garments
For hospitality, food service, and retail businesses in Johor, embroidered aprons and specialised garments carry company branding in a context where the garment itself is part of the customer experience. Bib aprons, waist aprons, and barista aprons in canvas and denim are all available for embroidered branding.
Embroidery Options: What Can Be Customised
Understanding the embroidery options available helps businesses in Johor brief their uniform supplier accurately and get the finished result they want without revision cycles.
Logo embroidery. The company logo is the centrepiece of any embroidered uniform. The logo is digitised, a process that converts the artwork into an embroidery programme specifying the stitch type, density, and sequence for every element of the design, and then stitched onto the garment using industrial embroidery machines. Logo digitisation is a one-time cost for each design variation and is required before the first production run.
Thread colour matching. Embroidery thread is available in a very wide colour range. For company logos with specific brand colours, thread colours are matched as closely as possible to the Pantone or CMYK reference of the brand palette. Exact colour matching is not always achievable in thread, particularly for very bright or very dark colours, and it is worth requesting a physical sample to confirm colour accuracy before full production.
Placement options. Standard placement for embroidered company logos on uniform garments is the left chest for the primary logo, with optional additions including the right chest for a name or job title, the left sleeve for a department badge or project identification, and the back for a larger company name or website. Each placement is embroidered as a separate element and is priced accordingly.
Text embroidery. Individual worker names, job titles, and employee numbers can be embroidered onto garments as part of a uniform programme. This is particularly useful for customer-facing teams where personalised identification improves the client experience, and for site teams where individual identification is required for safety or access control purposes.
Size and resolution limitations. Very fine detail and very small text do not always translate well to embroidery. Design elements below approximately four millimetres in height may not be legible when embroidered. A good embroidery supplier will advise on design modifications required to achieve a clean result before digitisation begins.
The Ordering Process for Embroidered Uniforms in Johor
Understanding the process from initial enquiry to finished product helps businesses plan timelines accurately and avoid the last-minute scrambles that are common when embroidered uniform lead times are underestimated.
Step 1: Brief and quotation. Provide the garment type, quantity, colour, size distribution, and logo artwork. Your supplier will confirm the garment specifications available, advise on any design modifications needed for embroidery, and provide a quotation covering garment cost, digitisation, and embroidery charges.
Step 2: Artwork digitisation. Your logo artwork is digitised for embroidery. This is a one-time cost for each logo version. The digitised file is yours to keep and is used for all subsequent orders of the same logo without re-digitisation.
Step 3: Sample approval. A sample garment with the embroidered logo is produced and presented for approval before full production begins. This is the stage to confirm that thread colours, stitch density, logo size, and placement are all correct. Do not approve a sample by reviewing a digital proof alone. Request a physical embroidered sample to confirm the actual result.
Step 4: Production. Once the sample is approved, full production begins. Lead times for embroidered company uniform garments in Johor typically range from two to three weeks for standard orders. Larger orders, orders with multiple logo placements, or orders requiring FR or specialist fabric garments carry longer lead times.
Step 5: Quality check and delivery. Completed garments are inspected for logo quality, placement accuracy, and garment condition before dispatch. Delivery is to your specified address in Johor or across peninsular Malaysia.
Step 6: Repeat orders. With the digitised logo file on record, repeat orders and replenishment orders are processed without repeating the digitisation stage. Lead time for repeat orders is typically shorter than the initial production run.
Minimum Order Quantities and Pricing
Embroidered uniform pricing in Johor reflects three cost components: the garment itself, the one-time digitisation fee, and the per-garment embroidery charge. For small businesses ordering for the first time, the digitisation cost is the primary variable. For ongoing programmes, the digitisation cost is a sunk cost and per-unit pricing reflects only the garment and embroidery charge.
Most quality embroidery suppliers in Johor will work with minimum orders of twelve to twenty-four pieces for standard garments. For smaller quantities, the per-unit cost of embroidery increases because setup costs are spread over fewer pieces. For businesses with fewer than twelve staff, it is worth asking specifically about small-run pricing rather than assuming embroidery is uneconomical at that scale.
For ongoing uniform programmes with regular replenishment, negotiating a programme rate that reflects the full-year volume rather than pricing each order individually typically produces better unit economics for both the business and the supplier.
What to Look for in an Embroidery Supplier in Johor
The embroidery supplier you choose for your company uniform programme will be a long-term procurement partner. The quality of the finished product and the reliability of the supply relationship matter more than the lowest unit price.
Sample quality. Before committing to a full production run, request a physical embroidered sample. The sample tells you everything about the supplier's equipment quality, digitisation expertise, and thread and garment specification.
Digitisation capability. Good digitisation is what determines embroidery quality. A poorly digitised logo will look flat, lose detail, or produce pull distortion in the fabric around the embroidered area. Ask to see examples of embroidered logos the supplier has produced for similar complexity designs to yours.
Garment range and fabric knowledge. For industrial and workwear applications, the supplier must understand the garment specifications required for the working environment. An embroidery supplier who works primarily with corporate uniform clients may not understand FR fabric compatibility requirements, hi-vis standard compliance, or the garment specifications required for oil and gas or construction applications.
Lead time reliability. Embroidered uniforms take time and the lead time is largely determined by the production queue at the embroidery facility. A supplier who consistently understates lead times to win the order will create planning problems for your business. Ask specifically about current production lead times and get a committed delivery date in writing.
Replenishment capability. Company uniforms are not a one-time purchase. Staff turnover, new joiners, replacement of worn garments, and expanding teams all generate ongoing replenishment needs. A supplier who can process replenishment orders against your existing digitised logo with short lead times and consistent quality is worth more over the long term than one who treats every order as a new project.
Haisar Supply and Services: Embroidered Company Uniforms in Johor
Haisar Supply and Services Sdn Bhd, based in Kulai, Johor, supplies embroidered company uniforms and customised workwear for businesses across Johor and peninsular Malaysia. We work with SMEs, contractors, industrial facilities, and project teams who need quality embroidered uniforms produced reliably and on time.
Our embroidered uniform range covers polo shirts, corporate T-shirts, coveralls and boilersuits in standard and FR fabrics, jackets and outerwear, and specialised garments for hospitality and service industries. We handle digitisation, sample production, and full programme management for ongoing uniform programmes with regular replenishment requirements.
For industrial and project clients, we combine embroidered uniform supply with the full range of workwear and PPE required for compliant site operations, making Haisar the one-stop workwear and safety equipment partner for businesses in Johor.
WhatsApp Haisar to Discuss Your Uniform Requirements
Whether you are ordering embroidered uniforms for your business for the first time, reviewing your current uniform supplier arrangement, or looking to upgrade from printed to embroidered logos on your company workwear, our team is ready to help.
WhatsApp us now for a fast response.
We will discuss your garment requirements, logo specifications, quantities, and timeline, and provide a clear quotation with accurate lead times.
Browse Workwear and Uniform Products at haisar.com
Haisar Supply and Services Sdn Bhd (985158-T) | Kulai, Johor, Malaysia | www.haisar.com

Arc flash is one of the most severe electrical hazards in industrial and commercial facilities in Malaysia, and one of the least understood. Unlike electrocution, which most plant engineers and HSE managers have a conceptual model for, arc flash is a phenomenon that many people cannot describe accurately until they have either witnessed an incident or been trained specifically in its recognition and management.
The consequences of an arc flash event are immediate and severe. The thermal energy released in a fraction of a second can cause fatal full-thickness burns at distances of several metres from the fault point. The pressure wave from the arc blast can throw a worker across a room. The intense UV and infrared radiation causes retinal damage. The molten metal expelled from the fault point penetrates skin and clothing. And all of this happens faster than a human being can react. From the onset of the arc to the thermal damage occurring is measured in milliseconds.
In Malaysian industrial facilities, data centres, manufacturing plants, oil and gas operations, and power infrastructure, arc flash risk is present wherever workers open, inspect, or work near live electrical equipment. Managing it requires understanding what causes it, how to quantify the risk, and how to select and maintain the right protective equipment for the specific incident energy levels workers are exposed to. This guide covers all of it.
What Arc Flash Is and What Causes It
An arc flash is the sudden release of electrical energy through the air when a conductive path is created between two conductors at different electrical potentials. The arc produces a plasma channel with temperatures that can reach 20,000 degrees Celsius, approximately four times the surface temperature of the sun. The energy release is not gradual. It is explosive.
Arc flash events are initiated by several different mechanisms, all of which are present in normal maintenance and operational activities on Malaysian industrial sites.
Accidental tool contact or dropped tools. A screwdriver or wrench that slips and bridges two conductors at different potentials in a live switchboard will initiate an arc. This is among the most common arc flash initiating events in industrial environments globally and in Malaysia specifically.
Insulation failure. Degraded or damaged insulation on cables, bus bars, or switchgear components can fail in a way that allows current to arc between conductors. Insulation degradation is accelerated by Malaysia's high ambient temperatures and humidity levels.
Contamination and tracking. Conductive contamination including metal dust, moisture ingress, and carbon tracking from previous partial discharges can create a conductive path between conductors that initiates an arc. Industrial environments in Johor's manufacturing and oil and gas sectors are particularly susceptible to contamination-related arc initiation.
Incorrectly racked or inserted equipment. Racking circuit breakers into switchgear panels while the bus is energised, or incorrect insertion of draw-out equipment, is a common arc flash initiating event during switchgear maintenance operations.
Animal and pest intrusion. In Malaysian conditions, lizards, rodents, and insects entering switchgear panels and creating conductive bridges between live components are a genuine arc flash initiating mechanism, particularly in older or poorly sealed switchgear.
Once the arc is initiated, the electrical system continues to supply fault current into the arc until a protective device operates to interrupt it. The duration of the arc is determined by the speed of the protective device, whether a fuse or a circuit breaker. The longer the arc duration, the greater the incident energy released.
Understanding Incident Energy
Incident energy is the fundamental measure of arc flash hazard and the basis for all arc flash PPE selection. It is expressed in calories per square centimetre (cal/cm²) and represents the thermal energy that would be delivered to a surface at a specified working distance from the arc fault point during the arc event.
The incident energy at any specific location in an electrical system depends on three variables: the available fault current at that point in the system, the duration of the arc event determined by the protective device clearing time, and the working distance between the fault point and the worker.
Available fault current is determined by the capacity of the electrical supply upstream of the fault point. Higher fault current levels produce more intense arcs with higher incident energy. Fault current levels in Malaysian industrial facilities vary significantly depending on the supply authority, transformer rating, cable impedance, and system configuration.
Protective device clearing time is often the variable with the greatest influence on incident energy. A breaker that operates in 0.05 seconds and a breaker that operates in 0.5 seconds with the same fault current will produce very different incident energy levels. The clearing time depends on the protective device type, its rating, and whether it has been set and coordinated correctly. Incorrectly set or poorly coordinated protection is a common finding in Malaysian industrial facilities and is the most straightforward variable to address in reducing arc flash hazard.
Working distance is the assumed distance between the worker's face and the arc fault point during the task. Working distance is task-specific and must be estimated accurately for the PPE selection to be valid.
The calculation of incident energy at specific locations in an electrical system requires a short-circuit and protective device coordination study of the complete electrical system. This study, known as an arc flash risk assessment, must be carried out by a competent electrical engineer and produces incident energy values and arc flash boundary distances at every switchboard, distribution board, motor control centre, and electrical panel in the facility.
The Arc Flash Boundary
The arc flash boundary is the calculated distance from the arc fault point at which the incident energy equals 1.2 cal/cm², the threshold at which bare skin would receive a just-curable burn injury. Any person within the arc flash boundary when an arc flash event occurs must be wearing arc flash rated PPE appropriate for the incident energy at their specific distance from the fault point.
Understanding the arc flash boundary is important for facility management because it defines the zone that must be controlled during live electrical work. Workers who are not performing the electrical task but are within the arc flash boundary of the work location must either be wearing appropriate arc flash PPE or must be excluded from the area while the task is in progress.
The arc flash boundary at a typical Malaysian industrial facility switchboard can extend from less than one metre at a well-protected low-energy panel to several metres at a high-fault-current main switchboard with slow protection. Without an arc flash study, these distances are not known and the boundary cannot be managed.
Malaysian Regulatory Context for Arc Flash
Arc flash as a specific hazard is not explicitly named in Malaysia's primary safety legislation, but it falls squarely within the general duty obligations of OSHA 1994 and is increasingly referenced in industry-specific frameworks applied in Malaysia.
OSHA 1994 Section 15 requires employers to provide safe systems of work and adequate information, instruction, and training to ensure the safety of employees. An employer whose workers perform live electrical work without arc flash PPE appropriate to the incident energy levels present has not fulfilled this duty.
DOSH enforcement has become more active in relation to electrical safety in industrial facilities. Incidents involving arc flash are investigated and the absence of arc flash risk assessment and appropriate PPE selection is a finding that supports enforcement action.
PETRONAS Technical Standards for electrical safety reference arc flash hazard assessment and PPE requirements for live electrical work at PETRONAS facilities and by PETRONAS contractors. Contractors working at PETRONAS-operated facilities are expected to have arc flash awareness training and to wear arc flash PPE specified on the basis of a site incident energy assessment.
International client standards applied by hyperscale data centre operators, international O&G operators, and major EPC contractors in Malaysia routinely require arc flash risk assessments and NFPA 70E or IEC 61482-based PPE selection as conditions of their contractor safety management requirements.
IEC 61482-1-2 is the international standard for arc flash protective clothing and defines the arc thermal performance testing methodology used to rate garments in cal/cm². This is the standard most commonly referenced in Malaysian industrial specifications for arc flash PPE.
NFPA 70E is the American standard for electrical safety in the workplace, widely used in Malaysia's oil and gas sector and by international contractors. NFPA 70E provides a PPE category system that allows PPE selection based on arc flash PPE categories rather than requiring a full incident energy analysis for every task, though incident energy analysis is the preferred and more accurate approach.
How to Conduct an Arc Flash Risk Assessment in Malaysia
An arc flash risk assessment is the technical process that produces the incident energy data needed for PPE selection, the arc flash boundary distances needed for hazard zone management, and the system information needed for identifying opportunities to reduce arc flash hazard through engineering controls.
The assessment process involves the following stages.
Data collection. Gather the electrical system data including single-line diagrams, protective device specifications and settings, transformer ratings and impedances, cable lengths and sizes, and available fault current data from the supply authority. In many Malaysian facilities, this data is incomplete or outdated. Part of the assessment process involves field verification of the as-installed system configuration against the available documentation.
Short-circuit analysis. Calculate the available fault current at each node in the electrical system using the collected system data. This establishes the maximum fault current magnitude at each switchboard and panel.
Protective device coordination study. Analyse the operation of protective devices throughout the system to determine the clearing time for faults at each node. This analysis identifies whether protective devices are correctly set and coordinated and calculates the arc duration that would result from a fault at each location.
Incident energy calculation. Using the fault current and arc duration data, calculate the incident energy at each location in the system at the specified working distance. This produces the incident energy values that drive PPE selection.
Arc flash label generation. The results of the assessment are documented on arc flash warning labels applied to each switchboard, distribution board, and panel in the facility. The label specifies the incident energy, the arc flash boundary, the required PPE category or ATPV, and the nominal voltage at that location. Workers performing any task at or near that panel refer to the label to confirm the required PPE before starting work.
Review frequency. The arc flash assessment is a snapshot of the electrical system at the time of the study. Any change to the electrical system, including changes to protective device settings, addition of new loads, changes to the supply authority's network, or modifications to the system configuration, may change the incident energy values at affected locations. The assessment must be reviewed following any significant system change and must be formally renewed at intervals not exceeding five years.
Arc Flash PPE: Selection and Requirements
Arc flash PPE is selected on the basis of the incident energy at the specific work location, as determined by the arc flash risk assessment. The PPE must provide an arc thermal performance value (ATPV) equal to or exceeding the calculated incident energy at the working distance.
Arc flash rated face protection is required for all tasks within the arc flash boundary. Standard polycarbonate face shields are not arc flash rated. Arc flash face shields carry an ATPV rating in cal/cm². For higher incident energy locations, arc flash switching hoods providing full head and neck coverage are required in place of a face shield alone.
Arc flash rated garments must provide body protection with an ATPV equal to or exceeding the incident energy at the work location. A single-layer arc flash rated coverall is appropriate for moderate incident energy levels. For higher incident energy environments, layered systems combining an arc flash coverall with an arc flash rated base layer or jacket provide higher ATPV through the combined performance of the layers.
Arc flash garments must be made from inherently flame-resistant fabric, not from fabrics that have been chemically treated for FR performance. Treatment-based FR fabrics lose their protection after repeated washing. Inherently FR fabrics including Nomex and similar materials maintain their protection throughout the garment's service life.
Arc flash garments must never be worn over or combined with synthetic fabrics. Polyester and nylon fabrics melt when exposed to arc flash heat and the melting synthetic material dramatically increases burn injury severity even when worn under an arc-rated outer layer. All fabric layers within the arc flash boundary must be either inherently FR or arc flash rated.
Voltage-rated insulating rubber gloves provide protection against electrocution from contact with live conductors. They are a separate requirement from arc flash PPE and must be worn in combination with arc flash garments for live electrical work. Gloves must be matched to the system voltage class and must be pressure tested at required intervals.
Arc flash rated balaclava or liner for protection of the neck, chin, and ear areas when a face shield rather than a full switching hood is used as the primary face protection.
Non-melting, FR cotton or arc flash rated underwear and base layers for all workers within the arc flash boundary. The combination of FR outer garment and standard synthetic underwear produces a system that is not arc flash rated because the underwear will melt and worsen injuries.
Engineering Controls: Reducing Arc Flash Risk at the Source
PPE is the last line of defence in the hierarchy of controls for arc flash hazard. Before specifying PPE, engineering controls that reduce the incident energy at the work location should be considered and implemented wherever practicable.
Protection setting optimisation. Reviewing and optimising protective device settings to reduce clearing time is often the single most cost-effective way to reduce incident energy across an existing facility. A reduction in clearing time from 0.5 seconds to 0.1 seconds for the same fault current reduces incident energy by 80%. Many Malaysian industrial facilities operate with protective devices that are not optimally set for arc flash risk reduction.
Zone-selective interlocking (ZSI) and bus differential protection allow switchgear to clear faults more rapidly than conventional time-graded protection, reducing arc duration and incident energy at main switchboard locations. These systems represent a capital investment but can reduce incident energy at high-risk locations dramatically.
Remote racking and remote switching devices allow circuit breakers to be racked in and out and switches to be operated from outside the arc flash boundary, removing the worker from the hazard zone during the highest-risk operations. Remote racking devices are available for many common switchgear configurations and are increasingly specified for new switchgear installations at Malaysian industrial facilities.
Arc flash detection relays operate at speeds faster than conventional protection and can reduce arc fault clearing times to milliseconds, dramatically reducing incident energy. They are particularly effective in environments where the available fault current is high and conventional protection cannot achieve adequately short clearing times.
Maintenance mode in modern protective relays provides a facility to temporarily reduce the overcurrent protection trip time setting while maintenance is in progress, reducing the incident energy at the maintenance location without compromising the normal coordination of the protection scheme.
Building an Arc Flash Safety Programme in Malaysia
An effective arc flash safety programme in a Malaysian facility brings together risk assessment, engineering controls, PPE selection, training, and documentation into a managed system.
The risk assessment provides the technical foundation. Engineering controls reduce the hazard at source where practicable. Arc flash labels at every panel communicate the hazard data to workers at the point of task. PPE is selected on the basis of the labelled incident energy. Workers are trained in arc flash awareness, in the use of arc flash PPE, and in the safe work procedures that govern live electrical work at the facility. The programme is documented and reviewed at the required intervals.
A programme without the risk assessment is not a programme. It is PPE provision without technical basis, which means it may be providing adequate protection at some locations and inadequate protection at others without any way to know which. An arc flash study is not optional if the programme is to be defensible.
Haisar Supply and Services: Arc Flash PPE Supplier in Malaysia
Haisar Supply and Services supplies the full range of arc flash PPE for industrial facilities, data centres, oil and gas operations, and power generation sites across Johor and peninsular Malaysia. Our arc flash product range covers arc flash rated face shields and switching hoods across multiple ATPV ratings, arc flash rated coveralls and two-piece garments in inherently FR fabrics, arc flash rated balaclavas and liners, voltage-rated insulating rubber gloves across all voltage classes with test certificates, and complete electrical safety PPE packages for live electrical work programmes.
We work with plant engineers and HSE managers to ensure that arc flash PPE is selected on the basis of incident energy data, not on the basis of generic category assumptions. We supply with full product documentation including IEC 61482 test certificates, ATPV ratings, and care and maintenance instructions that are essential for maintaining the protection performance of arc flash garments throughout their service life.
Get a Quote for Arc Flash PPE
Whether you are building an arc flash PPE programme for a new facility, reviewing your current electrical PPE against an updated arc flash study, or sourcing arc flash equipment for a specific project in Johor or across Malaysia, contact Haisar to discuss your requirements.
Our team will respond with product recommendations, ATPV specifications, and pricing tailored to your facility's incident energy levels and your workers' tasks.
Haisar Supply and Services Sdn Bhd (985158-T) | Kulai, Johor, Malaysia | www.haisar.com

Falls from height are consistently among the leading causes of fatal workplace accidents in Malaysia. Yet the conversation on most project sites about fall protection is limited to whether the worker is wearing a harness. The more important question, one that is far less often asked, is whether the system the harness is connected to is the right system for the specific working scenario.
Fall protection in Malaysia is not a single solution. It is a family of systems, each designed for different scenarios, each with different equipment, different anchor requirements, and different consequences if specified incorrectly. The two primary personal fall protection systems are fall arrest and fall restraint. They address the same broad hazard, a worker falling from height, but they do so in fundamentally different ways and they are not interchangeable.
This guide explains the difference between fall arrest and fall restraint in plain terms, walks through the decision factors that determine which system is right for which working scenario, and covers the equipment required for each. Whether you are an HSE officer reviewing a working at heights programme, a project manager specifying fall protection for a new site, or a procurement manager sourcing equipment, this is the reference that clarifies the decision.
The Fundamental Difference: Preventing a Fall vs Arresting One
The distinction between fall arrest and fall restraint is not about the harness. Both systems use a full-body harness. The distinction is about what the system does in relation to the fall itself.
Fall restraint prevents the fall from occurring. A restraint system physically limits the worker's movement so that they cannot reach the unprotected edge or the fall hazard. The lanyard is set short enough that the worker, when wearing the harness and connected to the anchor, cannot physically reach the point from which a fall would occur. If the restraint system is correctly configured, a fall never happens. The worker reaches the end of the lanyard before reaching the edge.
Fall arrest allows the fall to begin but stops it before the worker hits a lower level. An arrest system does not prevent the worker from reaching or passing the edge. It allows the fall to occur and then arrests it, limiting the fall distance and the arrest forces to survivable levels. The worker falls, the system activates, the fall is stopped. The worker is suspended in the harness until rescued.
This is not a subtle distinction. It changes the entire basis of system design, the equipment required, and the consequences of getting it wrong.
With a restraint system, the failure mode is the worker reaching the edge because the lanyard was too long or the anchor was incorrectly positioned. With an arrest system, the failure modes include the fall distance exceeding the available clearance, meaning the worker hits the lower level before the system fully arrests the fall, and the arrest forces exceeding what the anchor or the worker's body can withstand.
Understanding this distinction is the starting point for every fall protection decision.
When to Use Fall Restraint
Fall restraint is always the preferred personal fall protection system where it is practicable. The reason is straightforward: a system that prevents the fall entirely is safer than a system that arrests it after it has begun. If the fall never happens, there is no arrest force on the worker's body, no suspension trauma risk, and no rescue required.
Fall restraint is appropriate when all of the following conditions are met.
The fall hazard is a defined edge or opening that the worker must work near but not reach. A worker installing roofing materials near a roof edge, a worker inspecting a raised platform adjacent to an unguarded edge, and a worker on a flat roof near a perimeter are all scenarios where the fall hazard is at a defined location that the restraint system can keep the worker away from.
The anchor point can be positioned so that the lanyard length prevents the worker from reaching the edge. The effectiveness of a restraint system depends entirely on the geometry of the anchor position and the lanyard length. The anchor must be positioned and the lanyard must be cut to a length that physically prevents the worker from reaching the unprotected edge even if they lean, stretch, or lose their footing. If the anchor position and lanyard length cannot be configured to achieve this, restraint is not workable for the scenario.
The work task can be completed within the restricted movement area. If the worker needs to move to or near the edge to complete the task, restraint is not appropriate. A restraint system that workers consistently bypass because the lanyard prevents them from reaching the work area will be disregarded and provides no protection.
There is no overhead anchor required. Restraint systems typically use waist-level or chest-level anchor points because the system is preventing movement rather than arresting a vertical fall. An anchor below shoulder height is acceptable for a restraint system in a way that it would not be for a fall arrest system.
When restraint is correctly configured and the geometry works, it is the cleanest fall protection solution: simple, low equipment overhead, and no fall clearance calculation required.
When Fall Restraint Does Not Work
Fall restraint is not universally applicable. There are many common working at heights scenarios in Malaysia where restraint cannot be achieved and fall arrest is the required approach.
When the worker must work at or near the edge. Scaffold dismantling, edge beam installation, rooftop membrane installation right at the perimeter, and any task that requires the worker to be at the fall hazard location cannot be managed by restraint. The task requires the worker to be at the edge. Restraint prevents them from being there.
When the anchor cannot be positioned to prevent edge access. On many Malaysian project sites, the available anchor points are fixed. If the only available anchor is at the same level as the work and at a distance that does not create adequate restraint geometry, a restraint system cannot be achieved with those anchors.
When the worker must move across a large elevated area with unguarded edges on multiple sides. Restraint requires that the movement radius be limited to an area away from the hazard. On a large elevated work area with multiple unguarded edges, a single restraint anchor may not cover the full work area and the worker may have unprotected access to edges outside the restrained radius.
When working at height on structures that require movement between anchor points. Tower climbing, scaffold erection and dismantling, and structural steelwork installation all require workers to move continuously through the elevated environment in ways that cannot be managed by a restraint system tethered to a single anchor.
In all of these scenarios, fall arrest is required.
Fall Arrest System Design: The Critical Variables
Fall arrest system design requires working through a set of calculations and decisions that do not apply to restraint. The most important of these is fall clearance.
Fall clearance is the minimum vertical distance between the worker's feet and any lower level or obstruction that must be available below the anchor point for the fall arrest system to stop the worker before they make contact. If the available fall clearance is less than the total arrest distance, the worker will hit the lower level before the system has fully arrested the fall.
The total arrest distance for a fall arrest system using an energy-absorbing lanyard is calculated as follows:
The lanyard length, typically 1.75m to 2m for a standard energy-absorbing lanyard, plus the energy absorber deployment distance, typically 1.0m to 1.75m when fully deployed, plus the height of the worker from feet to the dorsal D-ring where the lanyard connects, typically 1.5m, plus a safety factor of typically 1.0m. This produces a total minimum clearance requirement of approximately 5.5m to 6.5m below the anchor point for a standard energy-absorbing lanyard.
On a significant proportion of working at heights scenarios on Malaysian project sites, this clearance is not available. Workers are working at heights of three to five metres, not fifteen. The standard 2m energy-absorbing lanyard is the wrong equipment for these scenarios because the arrest distance exceeds the available clearance.
This is where self-retracting lifelines become the correct equipment choice.
Self-retracting lifelines (SRLs) arrest falls in a fraction of the distance required by a fixed-length energy-absorbing lanyard. A standard SRL arrests a fall within 0.6m to 1.2m of movement, compared to the 1.0m to 1.75m absorber deployment distance of a standard lanyard. Combined with the shorter effective free-fall distance in an SRL system, the total clearance requirement for an SRL is typically 2.0m to 3.0m below the anchor point, making them the appropriate choice for the three-to-five metre height range common on Malaysian construction and industrial sites.
Anchor point adequacy is the second critical variable in fall arrest system design. An anchor point for a fall arrest system must be capable of withstanding the forces generated by an arrested fall. For a single worker, this is typically specified as a minimum static load capacity of 12 kilonewtons, roughly equivalent to the force generated by a 100kg mass dropped 2 metres. Attaching a fall arrest system to a scaffold tube, a pipe handrail, or any other structural element not designed and rated as an anchor point is a failure that has contributed to multiple fatalities in Malaysia and globally.
The direction of arrest force must also be considered when selecting and positioning anchor points. Fall arrest forces are primarily vertical, directed downward through the system to the anchor. An anchor that is rated for vertical loading may not be rated for the same load in a different direction. System design must account for the direction of force at the anchor point.
Equipment for Fall Restraint Systems
A compliant fall restraint system in Malaysia requires the following equipment.
Full-body harness with a frontal or sternal D-ring as the connection point for the restraint lanyard. A dorsal D-ring is used for fall arrest applications. A frontal or sternal connection positions the lanyard in front of the worker where it is more comfortable for movement within the restrained work area and less likely to create a trip hazard.
Fixed-length restraint lanyard set to the length that prevents the worker from reaching the fall hazard. Unlike fall arrest lanyards, restraint lanyards do not require an energy absorber because the system is not designed to arrest a fall. A restraint lanyard with an energy absorber will deploy the absorber if the worker falls while restrained, but the system design must ensure this cannot happen by keeping the worker away from the edge.
Rated anchor point positioned to achieve the required restraint geometry. Even for restraint applications, the anchor must be capable of withstanding the forces that could be generated if the restraint system is tested by a worker reaching the end of the lanyard forcefully.
Snap hooks and connectors compatible with both the harness D-ring and the anchor point. Connectors must be self-closing and self-locking. Non-locking snap hooks must not be used in fall protection applications.
Equipment for Fall Arrest Systems
A compliant fall arrest system in Malaysia requires the following equipment in addition to the full-body harness.
Full-body harness with dorsal D-ring as the primary arrest connection point. The dorsal D-ring is positioned between the shoulder blades and provides the correct geometry for arresting a fall vertically and for rescuing a suspended worker. A harness without a dorsal D-ring is not a fall arrest harness.
Energy-absorbing lanyard or self-retracting lifeline selected based on the available fall clearance at the specific work location. As covered above, standard 2m energy-absorbing lanyards require significantly more clearance than SRLs and are inappropriate for many Malaysian site scenarios where clearance is limited.
Twin-leg lanyards for scenarios where workers must move between anchor points and maintain continuous connection. One leg remains connected at all times during the transfer from one anchor to the next.
Rated anchor point capable of 12kN minimum static load positioned above the worker. For fall arrest systems, the anchor must be at or above the level of the dorsal D-ring to limit free fall distance. An anchor below the dorsal D-ring means the worker falls further before the system activates, increasing both the fall distance and the arrest forces.
Rescue capability must be in place before any fall arrest work begins. A worker suspended in a harness following an arrested fall is at risk of suspension trauma, a serious and potentially fatal condition caused by the harness leg straps restricting blood flow from the lower body. Rescue from suspension must be achieved within minutes. A documented rescue plan, rescue equipment, and trained personnel capable of implementing the rescue plan are not optional additions to a fall arrest programme. They are mandatory prerequisites.
The Decision Framework: Which System for Which Scenario
Use the following decision framework to determine the appropriate fall protection system for a specific working at heights scenario on your Malaysian project site or facility.
Can the worker complete the task without reaching the fall hazard?
If yes, fall restraint may be achievable. Assess whether the anchor position and lanyard length can be configured to prevent edge access while allowing the task to be completed.
If no, the task requires the worker to be at or near the fall hazard. Fall arrest is required.
Can the anchor be positioned and the lanyard length set to prevent the worker reaching the edge?
If yes, fall restraint is the preferred system. Confirm the geometry works in practice before relying on it.
If no, fall restraint is not achievable with the available anchors. Fall arrest is required.
What is the available fall clearance below the anchor point?
If greater than approximately 6m, a standard energy-absorbing lanyard may be appropriate. Confirm the calculation for the specific lanyard in use.
If less than approximately 6m, an SRL is required. Calculate the minimum clearance requirement for the specific SRL being used, as it varies by model and manufacturer.
If less than approximately 2m, personal fall arrest may not be achievable. Collective controls including guardrails and edge protection must be the primary protection.
Is a rescue plan in place?
If yes, fall arrest work may proceed subject to all other conditions being met.
If no, fall arrest work must not commence until a documented rescue plan with trained personnel and equipment is in place.
Haisar Supply and Services: Fall Protection Equipment in Johor and Malaysia
Haisar Supply and Services supplies the complete range of fall protection equipment for construction sites, industrial facilities, and project teams across Johor and peninsular Malaysia. Our heights product range covers full-body harnesses for both fall arrest and fall restraint applications, standard and twin-leg energy-absorbing lanyards in multiple lengths, self-retracting lifelines across standard and confined space configurations, temporary and permanent anchor systems, horizontal lifeline components, and associated heights equipment.
We work with HSE officers and project procurement teams to select the right system for the specific scenario rather than defaulting to the most commonly specified product regardless of fit.
WhatsApp us now to discuss your working at heights equipment requirements. Our team will respond promptly with product recommendations, specifications, and pricing for your site.
Browse Heights and Fall Protection Products at haisar.com
Haisar Supply and Services Sdn Bhd (985158-T) | Kulai, Johor, Malaysia | www.haisar.com

Last reviewed: July 2026
The safety vest is the most frequently purchased and most frequently misspecified item of personal protective equipment across Malaysian construction and industrial sites. It is bought in bulk, handed out without a briefing on class or condition, worn incorrectly, and replaced long after the reflective tape has stopped doing its job. Yet it is one of the few pieces of PPE whose failure has an immediate, visible consequence: a worker who is not adequately conspicuous to a plant operator or vehicle driver is a worker exposed to a struck-by incident that the vest was specifically bought to prevent.
Getting safety vest procurement right in Malaysia means understanding what the applicable standards actually require, what the different vest classes mean on the ground, and how to match the specification to the visibility risk on a specific site rather than to habit or lowest price. This guide is the complete reference: what a safety vest is, the MS ISO 20471 and ANSI/ISEA 107 standards, class and colour requirements, materials and reflective tape technology, how to choose by industry, maintenance and replacement, common buying mistakes, and a ready-to-use procurement checklist.
|
Need compliant safety vests for your site? Haisar Supply & Services supplies MS ISO 20471 and ANSI/ISEA 107 compliant safety vests for construction, industrial and project sites across Johor and Malaysia. |
WhatsApp Haisar for a quick quotation.
Quick answer: which safety vest class do I need?
Most Malaysian worksites fall into one of three situations:
- Low-speed, low-traffic indoor areas such as warehouses and stores: Class 1 is technically sufficient, but Class 2 is now the practical minimum most Malaysian sites specify.
- General construction, factory floors, and project sites with plant and vehicle movement: Class 2 vest, fluorescent yellow-green or orange-red, is the standard minimum on almost every Malaysian principal contractor's safety plan.
- Road works, highway projects, and any work adjacent to live public traffic: a Class 3 garment is required. This is a jacket or coverall, not a vest, because a sleeveless vest cannot carry the arm coverage Class 3 needs.
The rest of this guide explains why, and how to apply this to your specific site.
What is a safety vest?
A safety vest, also called a hi-vis vest or high-visibility vest, is a sleeveless upper-body garment made from fluorescent background fabric and finished with strips of retroreflective tape. Its function is narrow and specific: to make the wearer stand out from the surrounding environment in daylight, and to make the wearer visible when a light source such as a vehicle headlight hits the retroreflective tape in low light or darkness.
A safety vest is not the same thing as a hi-vis jacket, coverall, or FR-rated garment, although the terms are often used loosely on Malaysian sites. A vest covers the torso only. A jacket or coverall adds sleeve and, in some cases, leg coverage, which is what allows a garment to reach Class 3 under the hi-vis standards discussed below. Understanding this distinction matters because specifying "Class 3 vest" is a common but technically incorrect request — the vest format cannot meet Class 3 on its own.
Why safety vest standards matter in Malaysia
Struck-by incidents involving mobile plant and vehicles remain one of the most consistently reported causes of serious and fatal injury on Malaysian construction sites. Academic reviews of Malaysian DOSH accident data covering the 2010s found that being struck by objects, plant, or vehicles sits among the top categories of fatal construction accidents nationally, alongside falls from height. National occupational injury statistics published by the Department of Statistics Malaysia have also continued to show construction as the sector with the highest number of fatal occupational injuries of any industry, year after year.
The safety vest is the primary control for making a worker visible to a plant operator, and its effectiveness depends entirely on whether it meets the standard appropriate to the risk environment it is used in. A cheap vest that does not meet MS ISO 20471 requirements, that has faded or soiled retroreflective tape, or that is the wrong class for the vehicle speeds on site, provides the appearance of protection without the substance of it.
Procurement teams and HSE managers who treat vest buying as a commodity purchase, selecting on price alone without reference to the applicable standard, are creating a compliance gap and a genuine visibility risk at the same time.
Struck-by risk on Malaysian sites
Struck-by and being-crushed-by-vehicle incidents have repeatedly featured among the leading categories of construction fatality identified in DOSH-derived research, second only to falls from height in most multi-year Malaysian studies. Contributing factors identified in this research include workers not being adequately visible to plant and vehicle operators, alongside inadequate barriers, lack of a safe system of work, and insufficient supervision. A correctly specified and well-maintained safety vest addresses the visibility component of that risk directly, though it is one control among several and does not substitute for traffic management, exclusion zones, and trained banksmen.
The standards framework for safety vests in Malaysia
Safety vests used on Malaysian construction and industrial sites should comply with a recognised high-visibility clothing standard. The framework below is what HSE managers and procurement teams need to check before placing an order.
MS ISO 20471
MS ISO 20471 is Malaysia's national adoption of the international ISO 20471 standard for high-visibility clothing, and it is the primary reference standard for hi-vis garments used on Malaysian sites. It defines three classes of high-visibility garment based on the minimum area of fluorescent background material and retroreflective tape the garment must carry, with higher classes required as the risk environment becomes more demanding.
EN ISO 20471
EN ISO 20471 is the European implementation of the same underlying ISO standard and is adopted essentially identically across most international markets, including Malaysia. Garments carrying EN ISO 20471 certification and a class marking are generally accepted on Malaysian sites as equivalent to MS ISO 20471.
ANSI/ISEA 107
ANSI/ISEA 107 is the American National Standard for high-visibility safety apparel, developed by the International Safety Equipment Association. It is widely referenced by multinational clients and contractors operating in Malaysia, particularly in the oil and gas sector, and it uses a broadly similar class structure to ISO 20471 with some differences in minimum area requirements, garment "type" categories, and labelling. Many international operator and EPCC contractor specifications in Malaysia reference ANSI/ISEA 107 Class 2 or Class 3 alongside, or instead of, ISO 20471.
SIRIM, certification and documentation
Garments carrying CE marking against EN ISO 20471, or certified against ANSI/ISEA 107, are generally accepted on Malaysian regulated sites. SIRIM certification of safety vests is not mandated in the same universal way as for items such as safety helmets, but supporting certification documentation should be available for any garment used on a site where compliance records are audited or where a client specification requires proof of conformity.
How this connects to the OSH Act 1994
Malaysia's Occupational Safety and Health Act 1994 places a duty on employers to ensure, so far as is practicable, the safety, health and welfare of employees at work, including through suitable information, instruction, and protective equipment. A correctly specified and maintained safety vest is one of the practical measures that supports this duty in any workplace where struck-by risk from plant or vehicles has been identified through a risk assessment.
Reference: Occupational Safety and Health Act 1994, updated text as at 1 June 2024
Safety vest classes and visibility levels
The most consequential decision in safety vest procurement is selecting the correct class for the risk environment. Each class corresponds to a minimum area of fluorescent background material and retroreflective tape, and to a broad description of the traffic speed and complexity of background the garment is intended for.
|
Class |
Min. fluorescent area |
Min. reflective area |
Typical use |
|
Class 1 |
0.14 m² |
0.10 m² |
Low-risk indoor or off-road areas with limited, slow vehicle movement — e.g. warehouses, yards, parking areas. Rarely the correct choice for active Malaysian project sites. |
|
Class 2 |
0.50 m² |
0.13 m² |
The practical minimum for most Malaysian construction and industrial sites: factory floors, warehouses, general project sites, and maintenance work with plant movement at typical site speeds. |
|
Class 3 |
0.80 m² |
0.20 m² |
Highest-risk environments: road works next to live traffic, vehicle speeds above roughly 60 km/h, and low-light or night operations. Requires sleeve coverage, so is delivered as a jacket or coverall, not a vest. |
Class 1 vests
Class 1 provides the minimum area of high-visibility material under ISO 20471 and suits environments where workers are separated from vehicle and plant traffic, vehicle speeds are low, and the background provides reasonable contrast. In practice, Class 1 is rarely the correct specification for Malaysian construction or industrial sites — the risk profile of most active project sites calls for at least Class 2.
Class 2 vests
Class 2 is the standard minimum specification across most Malaysian construction and industrial environments, covering sites with heavier plant movement, higher vehicle speeds, and lower-contrast backgrounds than Class 1 is designed for. Under ISO 20471, the retroreflective tape on a Class 2 garment must be arranged to give visibility from any angle of approach, not just from the front. Most principal contractor and multinational client site safety standards operating in Malaysia set Class 2 as their baseline requirement.
Class 3 garments
Class 3 provides the highest level of protection and is required for road works next to live traffic, sites with vehicle speeds above roughly 60 km/h, and low-light conditions where maximum retroreflective area matters most. A true Class 3 safety vest does not exist within the ISO 20471 framework, because Class 3 requires arm coverage that a sleeveless garment cannot provide. Class 3 is achieved through a full jacket, coverall, or a compliant vest-and-trouser combination. Workers wearing a Class 2 vest on a road works site next to live traffic are not adequately protected and should be issued Class 3 jackets instead.
Internal link: Road Safety Equipment Supplier Malaysia guide covers vest classes alongside cones, barriers and traffic-control signage for road works.
Safety vest colour meaning in Malaysia
ISO 20471 permits three fluorescent background colours for high-visibility garments: fluorescent yellow-green, fluorescent orange-red, and fluorescent red. Each is selected for its fluorescent performance against typical daytime work-site backgrounds, not for decorative reasons.
|
Colour |
Where it is typically used in Malaysia |
Why |
|
Fluorescent yellow-green |
General construction, factories, warehouses, most industrial sites |
Provides the strongest contrast against the green and brown backgrounds typical of outdoor Malaysian sites; the colour most people associate with hi-vis PPE. |
|
Fluorescent orange-red |
Traffic management, road works, flaggers |
Strong contrast against grey road surfaces and concrete; traditionally associated with road-safety roles. |
|
Fluorescent red |
Selected organisations and specific roles |
Less common in Malaysia but must meet the same fluorescent performance requirements as the other two colours. |
Colour-coding for site identification
Many principal contractors and project operators in Malaysia layer a second colour system on top of the compliance colour, using vest colour to distinguish company, role, or access level — for example yellow for general workers, orange for supervisors, green for HSE officers, and red for emergency response. These site colour-coding systems must be built on genuinely compliant vests; a non-compliant coloured garment should never be substituted purely to fit a site colour scheme.
Types of safety vests available
Safety vests are available in several formats, each suited to a different combination of climate, workload, and hazard profile.
|
Vest type |
Best for |
Notes |
|
Mesh hi-vis vest |
Hot, humid outdoor sites - the majority of Malaysian conditions |
Open-weave polyester mesh improves airflow and comfort in Malaysia's climate; check that mesh construction still meets the required class area. |
|
Solid-fabric hi-vis vest |
Indoor factory and warehouse use |
Tricot-knit or Oxford-weave fabric offers more durability in environments with less heat stress than outdoor sites. |
|
Sleeved hi-vis jacket / coverall |
Road works, Class 3 requirements, night work |
Only garment format capable of reaching Class 3, since it adds arm and sometimes leg coverage. |
|
Breakaway vest |
Sites with rotating machinery or conveyor risk |
Designed to detach if snagged, reducing entanglement risk around moving equipment. |
|
FR-rated hi-vis coverall |
Oil and gas, process areas, classified zones |
Combines flash-fire protection with hi-vis compliance in a single certified garment. |
|
Waterproof / water-resistant hi-vis jacket |
Marine, port, wet-season outdoor work |
Maintains visibility performance while adding weather protection; check reflective tape rating is unaffected by the waterproof coating. |
|
Public-safety style vest |
Security, traffic marshals, event control |
Often built to public-safety variants of ANSI/ISEA 107 with added pockets or radio loops. |
Materials used in safety vests
The base fabric of a safety vest affects comfort, durability, and how well the garment performs in Malaysia's hot, humid, and frequently wet climate.
- Polyester mesh: lightweight and breathable; the most common choice for outdoor Malaysian sites because it reduces heat stress.
- Tricot knit polyester: a tighter, more solid knit offering better durability for indoor or lower-heat environments.
- Oxford-weave polyester: heavier and more abrasion-resistant, often used for higher-durability or branded workwear vests.
- FR-modacrylic or FR-cotton blends: used where the vest must also provide flame-resistant protection, typically as part of an FR-rated coverall rather than a standalone vest.
- PU or PVC-coated fabric: used in waterproof hi-vis jackets for marine, port, and wet-season outdoor work.
Fabric choice should follow the site's climate and hazard profile first, and branding or cost preference second. A durable but non-breathable fabric that workers refuse to wear correctly in Malaysia's heat delivers worse real-world protection than a lighter compliant alternative that gets worn consistently.
Reflective tape technology explained
The retroreflective tape on a safety vest is what makes the garment work in low light - at dawn, dusk, and on the round-the-clock operations common on Malaysian project sites. The fluorescent background fabric provides daytime conspicuity; the tape provides visibility when a light source, typically a vehicle headlight, illuminates it and reflects the light back toward its source.
Glass-bead tape vs microprismatic tape
Two main retroreflective technologies are used on safety vests. Glass-bead tape uses millions of tiny embedded glass spheres to reflect light and is the more common, lower-cost option. Microprismatic tape uses moulded prism structures instead of beads and can deliver higher retroreflectivity, particularly at wider viewing angles, though typically at a higher cost. Both technologies can meet ISO 20471 and ANSI/ISEA 107 requirements when correctly manufactured and maintained.
Performance requirements and measurement
Retroreflective tape performance is measured in candelas per lux per square metre, a unit describing how much light is reflected back toward the light source relative to the light falling on the surface. Standards specify a minimum retroreflectivity value that the tape must meet, both when new and after a stated number of wash cycles. Tape that meets the standard when new but degrades quickly through washing, abrasion, or UV exposure fails to deliver the protection the class rating implies over the working life of the garment.
Why tape degradation is the most common compliance failure
The most frequent compliance failure on Malaysian sites is not the initial vest specification — it is continued use of vests whose retroreflective tape has faded, cracked, peeled, or become obscured by soiling. A vest in this condition no longer delivers the retroreflectivity its class rating implies and should be withdrawn from service. The common site habit of using a vest until it is physically falling apart, regardless of tape condition, does not meet the intent of the standard and leaves workers less visible than the safety plan assumes.
Washing and care
Retroreflective tape degrades faster when garments are washed above the manufacturer's recommended temperature, or with detergents containing optical brighteners. Industrial laundering at high temperatures is a common and avoidable cause of premature tape failure on Malaysian site vests. Following the manufacturer's care label is a compliance requirement, not a housekeeping preference.
How to choose the right safety vest for your site in Malaysia
With the standards, classes, and colours established, the following guidance matches vest specification to the common site environments found in Johor and across Malaysia.
- General construction and civil engineering: Class 2 fluorescent yellow-green vest as the minimum for all workers in areas with plant and vehicle movement; Class 3 jacket or coverall for traffic management duties or work adjacent to live roads.
- Oil and gas project sites: Class 2 minimum, with FR-rated hi-vis coveralls required in process areas and classified zones where flash-fire risk sits alongside the visibility requirement.
- Solar farm and renewable energy sites: Class 2 minimum for all workers on active installation sites; lightweight, UV-protective fabric is a comfort consideration in Malaysia's equatorial climate.
- Marine and port environments: Class 2 minimum, with waterproof or water-resistant options for rain and marine spray, and Class 3 considered for vessel loading and unloading with active heavy-equipment movement.
- Data centre construction and fit-out: Class 2 minimum during active construction; many operators maintain Class 2 as a site-wide standard even after vehicle movement reduces in completed data halls.
- Road works and highway construction: Class 3 garments are mandatory for all workers adjacent to live traffic. Class 2 is not adequate in this environment and is a non-negotiable point on any site safety plan.
Industries that require safety vests
Beyond construction, a wide range of Malaysian industries specify safety vests as a standard part of their PPE programme, typically wherever workers share space with vehicles, mobile plant, or moving loads.
- Construction and civil engineering — the largest and most consistent user group.
- Manufacturing and factory operations, particularly around forklift and internal vehicle movement.
- Warehousing and logistics, especially loading bays and yard operations.
- Oil, gas and petrochemical facilities, often layered with FR requirements.
- Port, marine and shipyard operations, where crane and vessel movement create struck-by risk.
- Utilities and infrastructure maintenance, including roadside and trackside work.
- Event, traffic control and security roles, where public-safety-style vests are common.
- Agriculture and plantation operations using heavy mechanised equipment.
Internal link: Safety Helmets Malaysia: Types, Standards and Selection Guide for the other PPE item most commonly bundled with safety vests on a site mobilisation order.
Safety vest maintenance and replacement guide
Safety vests are consumable PPE. They must be inspected regularly and replaced as soon as they stop meeting the performance standard, not when they physically fall apart.
Pre-use inspection checklist
|
Check item |
Fail condition — replace the vest |
|
Fluorescent fabric |
Visible soiling that covers the fabric, or tears and damage to the background material. |
|
Retroreflective tape |
Peeling, cracking, visible fading, or discolouration from soiling. |
|
Fastening system |
Missing, broken, or non-functional zips, velcro, or ties. |
|
Fit |
Vest is stretched, torn, or no longer sits correctly to keep tape in the required configuration. |
|
Labelling |
Class and standard label is missing or illegible, so compliance cannot be confirmed on inspection. |
Formal inspection and replacement cycle
Beyond the daily pre-use check, formally inspect and assess the full vest inventory at intervals set in the site PPE programme — typically monthly for sites with high vest turnover and quarterly for lower-usage environments. Replace any vest that cannot pass the pre-use inspection criteria immediately, rather than waiting for the scheduled review.
Vests on sites with heavy soiling, high UV exposure, or frequent industrial laundering will need replacement sooner than the manufacturer's stated service life suggests. Budget for safety vest replacement as an ongoing operational cost, not a one-time procurement.
Internal link: Safety Equipment Inspection Checklist and PPE Replacement Guide
Common safety vest buying mistakes to avoid
- Buying on price alone: the cheapest vest that carries a class label is not automatically compliant if it has not been genuinely tested and certified.
- Specifying "Class 3 vest": Class 3 does not exist as a sleeveless vest — the request should be for a Class 3 jacket or coverall.
- Ignoring tape condition at replacement time: a vest can look intact while its retroreflective tape has already failed the standard.
- Mixing incompatible layers: wearing a non-FR hi-vis vest over FR coveralls in a process area covers the FR protection with a non-FR outer layer.
- One-size procurement: an ill-fitting vest can shift out of the tape's designed configuration and reduce 360-degree visibility.
- No documentation on file: buying without retaining certification or test documentation leaves a gap at audit time even if the garment itself is genuinely compliant.
- Treating vests as a one-time purchase: not budgeting for a replacement cycle leads to expired vests staying in circulation.
Procurement checklist: what to send when requesting a quotation
To get accurate pricing and avoid ordering the wrong vests, send the supplier a short but complete requirement list.
- Site type: construction, factory, warehouse, oil and gas, marine, or road works.
- Required class: Class 1, Class 2, or Class 3 (jacket/coverall).
- Colour requirement, including any site colour-coding scheme.
- Standard required: MS ISO 20471, EN ISO 20471, or ANSI/ISEA 107.
- FR-rated requirement, if applicable.
- Fabric preference: mesh or solid, given site climate and indoor/outdoor use.
- Sizes and quantities.
- Branding or custom logo requirements.
- Delivery location, expected date, and whether this is initial mobilisation stock or ongoing resupply.
|
Procurement tip For new project mobilisations, prepare a vest and hi-vis schedule by workforce headcount and role rather than ordering vests one batch at a time. This avoids gaps at re-mobilisation and makes replacement budgeting easier to forecast. |
Source safety vests from Haisar Supply and Services
Haisar Supply and Services supplies MS ISO 20471 and ANSI/ISEA 107 compliant safety vests and high-visibility garments for construction sites, industrial facilities, and project teams across Johor and peninsular Malaysia. Our range covers Class 2 and Class 3 configurations in standard and customised options, including:
- Mesh vests for hot-climate comfort
- Waterproof hi-vis jackets for wet-season conditions
- FR-rated hi-vis coveralls for oil and gas environments
- Custom-branded vests with company or project identification
- Public-safety style vests for traffic control and security roles
We supply in bulk for project mobilisation and maintain stock of fast-moving specifications for rapid resupply when sites run low mid-project.
Browse: Protective Workwear category
| Full Haisar product catalogue
Request a quotation: WhatsApp Haisar at +60 12-570 7015
Frequently asked questions
Is a safety vest mandatory in Malaysia?
There is no single blanket law naming safety vests specifically, but the Occupational Safety and Health Act 1994 requires employers to ensure worker safety so far as is practicable, and most principal contractor and client site safety plans mandate hi-vis vests wherever struck-by risk from plant or vehicles has been identified.
What is the difference between Class 2 and Class 3?
Class 2 requires a smaller area of fluorescent and retroreflective material and suits general site environments. Class 3 requires a larger area plus sleeve coverage, which is why it is delivered as a jacket or coverall rather than a vest, and is required for road works and high-speed traffic environments.
Can I use a Class 2 vest on a road works site?
No. Road works adjacent to live traffic require Class 3 garments. A Class 2 vest does not provide adequate visibility at the speeds and exposure typical of live-road environments.
How often should safety vests be replaced?
There is no single fixed lifespan — replace a vest as soon as it fails a pre-use inspection, and formally review the full inventory monthly to quarterly depending on usage intensity, heat, UV exposure and laundering frequency.
Does ANSI/ISEA 107 apply in Malaysia?
It is not a Malaysian statutory requirement, but it is widely accepted and often specified directly by multinational clients and contractors, particularly in the oil and gas sector, alongside or instead of MS ISO 20471.
What colour safety vest should I choose?
Fluorescent yellow-green is the most common general-purpose choice in Malaysia. Fluorescent orange-red is typical for traffic management and road works. Any site colour-coding scheme should be built on top of a genuinely compliant colour and class, not in place of one.
Can a mesh vest be fully compliant?
Yes, provided the mesh construction still meets the required minimum fluorescent and retroreflective area for its class. Mesh affects breathability, not compliance, as long as the certified area requirements are met.
Do FR coveralls replace the need for a hi-vis vest?
Not automatically. A worker in a process area may need both flame resistance and hi-vis compliance. The correct solution is usually a single certified FR-rated hi-vis garment rather than layering a non-FR vest over FR coveralls.
Can Haisar supply custom-branded safety vests?
Yes. Haisar can supply standard and custom safety vests, including company or project branding, FR-rated options, waterproof jackets, and public-safety style vests.
Final note
A safety vest is a small, low-cost item that carries an outsized share of a worker's real-world protection against struck-by incidents. Treat it as an active, inspected control rather than a bulk-bought formality: specify the correct class and colour for the risk, choose a fabric that suits Malaysia's climate so it actually gets worn, and replace it on tape condition rather than physical wear alone. Done properly, a compliant vest is one of the simplest and most cost-effective safety investments a Malaysian site can make.
|
For quotation support Send Haisar your site type, required class, colours, sizes, fabric preference, and delivery location. |
References
- Occupational Safety and Health Act 1994, updated text as at 1 June 2024 - https://dosh.gov.my/wp-content/uploads/2025/01/Occupational-Safety-and-Health-Act-1994-Act-514_Reprint-Version-1.6.2024_English.pdf
- ISO 20471:2013, High visibility clothing - test methods and requirements - https://www.iso.org/standard/42816.html
- ANSI/ISEA 107-2020, American National Standard for High-Visibility Safety Apparel - https://webstore.ansi.org/standards/isea/ansiisea1072020
- Department of Statistics Malaysia, National Occupational Injury and Disease Statistics - https://www.dosm.gov.my/portal-main/release-content/big-data-analytics-national-occupational-injury-and-disease-statistics-
- Malaysian Standard MS ISO 20471: High visibility clothing - test methods and requirements - no public official URL; verify the current adopted version through Standards Malaysia / SIRIM or the applicable project specification.
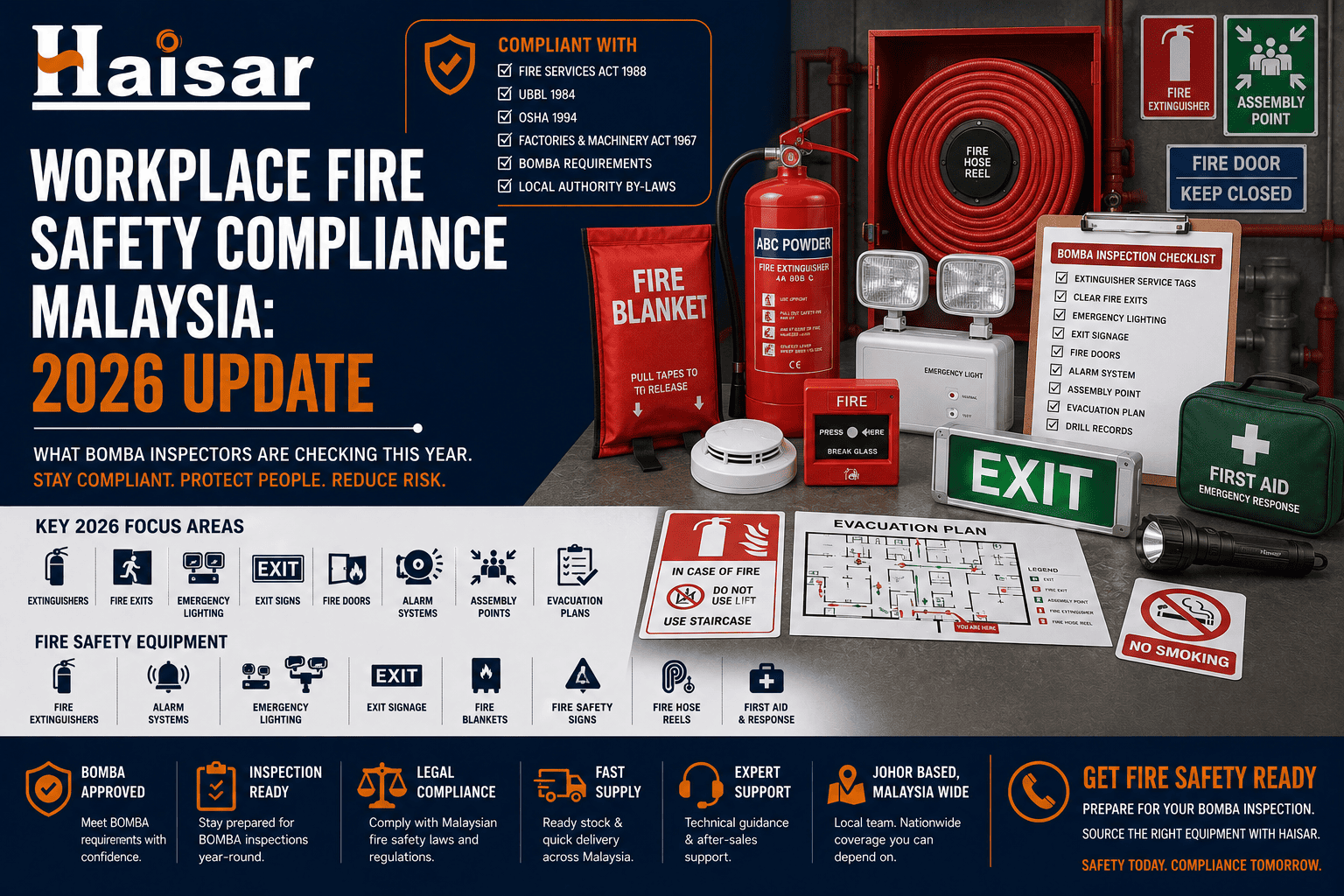
Fire safety compliance in Malaysian workplaces is not a static obligation. The regulatory framework evolves, BOMBA enforcement patterns shift, and the consequences of non-compliance, from stop-work orders and compound fines to certificate of fitness revocation and criminal liability under the Fire Services Act 1988, have become more tangible as BOMBA's inspection programme has expanded across Johor and across the peninsula.
This 2026 update covers the current state of workplace fire safety compliance requirements in Malaysia, what BOMBA inspectors are focused on, where most Malaysian workplaces fall short, and what facility managers, HSE officers, and project teams need to have in place to maintain compliant fire safety programmes this year.
The Regulatory Framework: What Governs Fire Safety in Malaysian Workplaces
Fire Services Act 1988 (Act 341). The primary legislation governing fire safety in Malaysia. It establishes BOMBA's authority to inspect premises, require fire safety measures, and enforce compliance. Section 29 of the Act empowers BOMBA to issue notices requiring corrective action, and persistent non-compliance can result in prosecution and fines under the Act.
Fire Services (Means of Escape) Regulations. These regulations set the requirements for escape routes, exit widths, exit door specifications, and means of escape from buildings in the event of fire. They are enforced through the building plan approval process and through BOMBA's certificate of fitness inspections.
Uniform Building By-Laws 1984 (UBBL 1984). The UBBLs set structural and building services requirements for fire safety including fire-rated construction, compartmentalisation, sprinkler systems, fire alarm systems, emergency lighting, and exit signage. Buildings must comply with the UBBL requirements applicable at the time of construction and must not be modified in ways that compromise fire compartmentalisation without BOMBA approval.
OSHA 1994. The general duty under Section 15 requires employers to maintain safe places of work. Fire safety is explicitly a workplace safety obligation and DOSH inspections examine fire safety arrangements alongside occupational safety and health compliance.
Factories and Machinery Act 1967. For factory premises, the Act and subsidiary regulations impose specific fire safety requirements including provisions for fire exits, fire extinguishers, and emergency procedures.
Local Authority By-Laws. Local authorities including MPJOHOR, MBJB, and MBIP in Johor have fire safety by-laws that apply to premises within their jurisdiction, including requirements for fire safety certificates and compliance with conditions imposed during development approval.
For most Malaysian workplaces, the primary compliance obligations are enforced through BOMBA via the annual fire certificate process and through DOSH inspections. Both enforcement pathways are active and both have intensified in recent years.
The Certificate of Fitness and Annual Fire Certificate
The fire certificate is the central compliance document for premises above specified thresholds in Malaysia. Understanding the certificate process is essential for facility managers responsible for maintaining compliant fire safety.
Certificate of Fitness (CF). New buildings must obtain a certificate of fitness before they can be occupied. The CF process includes BOMBA inspection of all fire safety systems, equipment, and means of escape to confirm they comply with the UBBL requirements applicable to the building. A building that cannot obtain a CF due to fire safety deficiencies cannot be legally occupied.
Annual Fire Certificate. Premises above the specified size and occupancy threshold must hold a current annual fire certificate issued by BOMBA following annual inspection. The annual inspection assesses the condition and maintenance status of all fire safety systems and equipment including fire detection and alarm systems, sprinkler systems, emergency lighting and exit signage, fire extinguishers and hose reels, fire doors and compartmentalisation, and escape routes and assembly points.
Premises that fail the annual inspection will receive a notice of deficiency requiring corrective action within a specified period. Failure to rectify deficiencies can result in certificate suspension and, in serious cases, a stop-use order requiring the premises to be vacated until compliance is restored.
2026 enforcement context: BOMBA has continued to expand its inspection programme across all states in Malaysia including Johor. Facilities that have previously maintained fire certificates without rigorous annual inspection processes should not assume that the same approach will be adequate under current enforcement conditions. BOMBA inspectors are applying consistent standards and the number of non-compliance notices issued has increased in recent years.
What BOMBA Inspectors Are Looking For in 2026
Understanding where BOMBA enforcement attention is focused helps facility managers prioritise their fire safety compliance efforts. The following are the most commonly cited deficiencies in BOMBA inspection reports across Malaysian workplaces.
Overdue fire extinguisher servicing. Fire extinguishers must be serviced annually by a BOMBA-registered service contractor. This is the single most commonly cited deficiency in BOMBA inspections. An extinguisher with an overdue service tag is non-compliant regardless of whether it appears functional. Extended service including hydrostatic pressure testing of the cylinder must be carried out at the intervals specified for each extinguisher type. Many Malaysian facilities treat extended service as optional. It is not.
Blocked or obstructed fire exits and escape routes. Escape routes must be clear of obstructions at all times. Stored materials, equipment, pallets, and temporary structures placed in corridors and near exit doors are consistently identified in BOMBA inspections. This is a failure of site discipline rather than equipment procurement, but it is among the most serious compliance failures because it directly compromises the means of escape during a fire.
Inoperative emergency lighting. Emergency lighting must activate automatically on mains power failure and must provide adequate illumination along escape routes for a minimum of three hours. Monthly functional tests and annual full-duration discharge tests are required. Facilities that conduct monthly tests by observation rather than by actual power isolation miss inoperative units that have a functional indicator light but no actual lamp output.
Missing or damaged exit signage. Exit signs above fire exit doors and at changes of direction along escape routes must be illuminated and legible. Damaged, faded, or non-illuminated exit signs are commonly identified in BOMBA inspections. Photoluminescent signs must have adequate ambient light charge to provide visibility during a power failure.
Fire doors held open or modified. Fire doors are required at specific locations within buildings to maintain fire compartmentalisation and to protect escape routes from fire and smoke ingress. Fire doors propped open with door wedges or with the self-closing mechanism disabled are a persistent compliance failure in Malaysian workplaces. The fire door must be self-closing and must not be held open by any means.
Inoperative fire detection and alarm systems. Fire detection and alarm systems must be maintained in full operational condition by a BOMBA-registered contractor at the intervals specified in the system maintenance schedule. Isolated detector zones, disconnected alarm sounders, and depleted battery backup systems are all findings that BOMBA inspectors document and that generate non-compliance notices.
Inadequate assembly point provision and marking. Assembly points must be clearly marked, at a safe distance from the building, large enough for the building's occupancy, and positioned so they do not obstruct emergency service vehicle access. Assembly point signage is frequently missing, positioned too close to the building, or in a location that would be used by emergency service vehicles during a response.
Missing or outdated emergency response plans. BOMBA inspects emergency response documentation including fire safety plans, evacuation procedures, fire warden appointment records, and drill records. Facilities with documented fire safety plans that have not been reviewed or drilled in more than twelve months will receive compliance findings related to programme maintenance.
Fire Safety Equipment: 2026 Compliance Requirements
Fire Extinguishers
BOMBA-approved fire extinguishers remain the most fundamental fire safety equipment requirement across all Malaysian workplaces. The compliance requirements have not changed in 2026 but enforcement has tightened.
Every fire extinguisher must carry a BOMBA approval reference number. Extinguishers without BOMBA approval must not be used in premises subject to BOMBA inspection. The correct extinguisher type must be specified for the fire risks present. Water and foam extinguishers must not be positioned where an electrical fire is the primary risk. CO2 extinguishers must be present wherever live electrical equipment requires fire suppression capability.
Maximum travel distance from any point in the premises to the nearest appropriate extinguisher must comply with BOMBA requirements. The commonly applied 30-metre maximum travel distance for Class A hazard areas is a guide. Higher hazard areas require closer spacing and this must be reflected in the extinguisher layout.
Annual service by a BOMBA-registered contractor must be documented on each extinguisher's service tag. Extended service intervals must be tracked and must not be overdue.
Fire Detection and Alarm Systems
Fire detection and alarm systems in buildings required to have them under UBBL 1984 must be maintained under a formal maintenance contract with a BOMBA-registered contractor. The maintenance contract must specify the test and inspection intervals and must generate documented service records.
Automatic detector testing must be carried out at the intervals specified in the maintenance schedule. A system that has not been tested within the required interval is non-compliant regardless of whether it appears operational. BOMBA inspectors request service records during annual fire certificate inspections.
Manual call point testing must be included in the maintenance programme. All alarm sounders must be tested for audibility across the premises. Battery backup must be tested for the rated duration.
Emergency Lighting
Emergency lighting compliance requires three distinct activities that many Malaysian facilities do not consistently maintain simultaneously: monthly functional tests, annual full-duration discharge tests, and replacement of failed units promptly following identification.
Monthly tests must be documented with the date, the result for each unit tested, and the action taken for any failed units. BOMBA inspectors will request these records during annual inspections. A facility that cannot produce monthly test records for the preceding twelve months will receive a compliance finding even if all units are currently functional.
Annual full-duration discharge tests, typically three hours, must be conducted by a competent person and documented. Battery replacement intervals must align with manufacturer recommendations and must be tracked.
Exit Signage and Escape Route Marking
Exit signs above all fire exit doors and at all changes of direction along escape routes must be illuminated and legible. BOMBA-approved sign formats must be used. Signs must indicate the direction of travel to the nearest exit. Signs must be maintained in clean condition with no damage to the sign face or the illumination source.
Escape route marking including directional arrows, floor-level signage in large premises, and distance-to-exit information must be maintained in the condition required by the UBBL requirements applicable to the building.
Sprinkler Systems
Premises required to have automatic sprinkler systems must maintain them under a maintenance contract with a BOMBA-registered contractor. The water supply to the sprinkler system must be maintained at all times. Control valves must not be isolated except under specific permit procedures. The sprinkler control valve room must be accessible and clearly marked.
Sprinkler heads must be inspected regularly and any damaged or heat-damaged heads replaced immediately. The sprinkler system must be tested at the intervals specified in the maintenance schedule.
Fire Safety Signage
Beyond emergency exit signage, compliant Malaysian workplaces must maintain a full range of fire safety signage including fire extinguisher location signs, fire action notices at appropriate locations throughout the premises, no smoking signs in fire risk areas, fire door keep closed signs on all self-closing fire doors, and fire assembly point signs at the designated assembly point locations.
Signs must be in BOMBA-approved formats where specific formats are prescribed. For premises with a workforce that includes workers whose primary language is not Bahasa Malaysia, bilingual or multilingual signage is increasingly expected by BOMBA inspectors.
Practical Fire Safety Compliance Actions for 2026
For facility managers and HSE officers reviewing their fire safety compliance position for 2026, the following actions address the most common compliance gaps identified in BOMBA inspections.
Commission a fire safety audit by a competent person. A systematic audit against BOMBA requirements will identify compliance gaps before the annual inspection. Issues identified and rectified before the BOMBA inspection avoid the compliance notice process and the associated corrective action timeline pressure.
Review the fire extinguisher service record. Confirm that every extinguisher in the facility has a current service tag from a BOMBA-registered contractor. Check that extended service intervals have not been exceeded for any units. Identify any extinguishers that are positioned incorrectly, obstructed, or of the wrong type for their location.
Test emergency lighting correctly. Conduct a full-duration discharge test if one has not been carried out within the last twelve months. Ensure that monthly tests are being documented, not just carried out. Replace any failed units immediately.
Inspect all fire exit doors. Check that self-closing mechanisms are functional, that no doors are being held open, and that all fire exit hardware including emergency release bars and push pads is operational. Check that no escape routes are obstructed.
Review fire warden appointments and training. Confirm that all areas of the facility have a current fire warden appointment with a trained deputy. Review the last fire drill record and schedule the next drill if more than twelve months have passed.
Update the emergency response plan. Confirm that the plan reflects the current layout of the facility, the current workforce, and current contractor arrangements. Confirm that the plan has been communicated to all current employees and contractors.
Sourcing BOMBA-Approved Fire Safety Equipment in Johor
Haisar Supply and Services supplies BOMBA-approved fire safety equipment for workplaces, project sites, and facilities across Johor and peninsular Malaysia. Our fire safety product range covers fire extinguishers across all types and ratings, fire blankets, fire safety signage in BOMBA-approved formats, emergency response equipment, first aid kits, and associated safety products for fire safety compliance programmes.
We work with facility managers, HSE officers, and project procurement teams to ensure the right equipment is specified for each application, sourced with BOMBA approval documentation, and supported by practical advice on the compliance requirements that apply to your specific premises type and occupancy.
WhatsApp Haisar for Fire Safety Equipment
Whether you are preparing for an upcoming BOMBA annual inspection, addressing deficiencies from a previous inspection, or equipping a new facility with compliant fire safety equipment, our team is ready to help.
WhatsApp us now for a fast response.
We will discuss your requirements and help you procure the right BOMBA-approved fire safety equipment for your workplace in Johor and across Malaysia.
Visit our fire safety product pages at haisar.com
Haisar Supply and Services Sdn Bhd (985158-T) | Kulai, Johor, Malaysia | www.haisar.com
Offshore oil and gas operations in Malaysia represent some of the most hazardous working environments in the country. Platforms in the South China Sea, the Malacca Strait, and Sabah and Sarawak waters expose workers to a combination of hazards that no onshore industrial environment replicates simultaneously: remote location, helicopter and vessel access, living accommodation on the asset, continuous process operations running 24 hours a day, flammable and toxic hydrocarbon handling, working over open water, and the physical demands of a marine environment including wave action, corrosive saltwater, and restricted deck space.
The safety equipment requirements for Malaysian offshore oil and gas operations reflect this complexity. They are more extensive, more specifically specified, and more rigorously enforced than the requirements for comparable onshore operations. PETRONAS technical standards, PCSB contractor safety requirements, the Petroleum Safety Measures Act 1984, international standards including IOGP and SOLAS, and the safety management systems of the platform operators themselves all impose requirements that procurement teams and HSE managers must navigate simultaneously.
This guide covers the essential offshore safety equipment required at Malaysian O&G sites, the standards that govern each category, and what to look for in a supplier equipped to support offshore procurement requirements in Malaysia.
The Regulatory and Standards Framework for Offshore Safety Equipment in Malaysia
Understanding the layered compliance framework that governs offshore safety equipment is essential before reviewing the equipment categories themselves. Procurement that does not account for all applicable standards will produce gaps that offshore safety audits will find.
Petroleum (Safety Measures) Act 1984. The primary legislation governing safety in Malaysian petroleum operations. It establishes the legal obligations of operators, contractors, and personnel on offshore petroleum installations and provides the framework for DOSH enforcement in the upstream sector.
DOSH Offshore Safety Regulations. DOSH enforces occupational safety requirements on Malaysian offshore installations and inspects platforms and their safety management systems. Offshore safety equipment must meet DOSH standards as a baseline alongside any additional requirements imposed by the operator.
PETRONAS Technical Standards (PTS). PETRONAS operates an extensive suite of technical standards covering safety, engineering, and operational requirements on its assets. PPE and safety equipment used by contractors at PETRONAS-operated offshore facilities must meet applicable PTS specifications. PETRONAS also maintains approved vendor lists and product approval requirements that directly affect offshore safety equipment procurement decisions.
PCSB Contractor Safety Requirements. For contractors working on PCSB-operated assets, documented contractor safety management obligations apply including specific PPE standards, offshore safety induction requirements, and permit-to-work system compliance.
IOGP Standards. The International Association of Oil and Gas Producers publishes technical guidance widely referenced in the Malaysian offshore sector. IOGP Life Saving Rules, which have been adopted by most major operators in Malaysia, include specific requirements relating to working at heights, confined space entry, bypassing safety controls, and driving that have equipment and procedural implications.
SOLAS (Safety of Life at Sea). The International Convention for the Safety of Life at Sea governs safety requirements for vessels involved in offshore support operations, crew transfers, and supply runs. Equipment carried on offshore support vessels and used during offshore marine operations must meet SOLAS requirements.
DNV, ABS, and Classification Society Standards. Offshore installation equipment including lifting equipment, pressure vessels, and certain safety systems must meet classification society requirements. Safety equipment suppliers working with offshore operators must be familiar with documentation requirements that align with classification society audits.
Offshore Safety Equipment: Category by Category
1. Personal Gas Detection
Gas detection is the non-negotiable first line of protection on any offshore installation. Hydrocarbon gas, H2S, CO, and oxygen deficiency are all credible hazards across different zones of a Malaysian offshore platform, from the process deck to the accommodation module. A worker entering any classified hazardous area without a functioning, calibrated personal gas monitor is in violation of PETRONAS requirements, PCSB contractor standards, and basic offshore safety practice.
Four-gas personal monitors covering O2, LEL (combustible gases), H2S, and CO are the minimum configuration for offshore operations. At platforms where specific process gases or chemical injection chemicals present additional hazards, extended sensor configurations are required.
H2S personal monitors with both audible and vibrating alarms are required across all areas of H2S risk. Vibrating alarms are particularly important in high-noise offshore environments where an audible alarm alone may not be detected.
Pre-entry sampling equipment including sampling pumps and remote probes for testing confined space atmospheres on the platform before entry without requiring personnel to approach the entry point.
Intrinsically safe gas detectors certified for use in Zone 1 and Zone 2 classified hazardous areas. Gas detectors used in classified zones on Malaysian offshore platforms must carry ATEX, IECEx, or equivalent certification appropriate to the zone classification. Standard industrial gas detectors without hazardous area certification cannot be used in classified offshore zones.
Calibration gas and docking stations for managing the calibration and bump test programme for the fleet of gas detectors deployed on the platform. Calibration records must be maintained and available for audit by PETRONAS, DOSH, or the platform operator's safety team.
Checklist requirement: Every personal gas monitor used offshore must be bump tested against calibration gas before each shift. The bump test must be documented. A gas monitor that has not been bump tested is not acceptable for use on a PETRONAS or PCSB-operated platform regardless of its calibration status.
2. Personal Flotation Devices and Overboard Protection
Falls overboard on Malaysian offshore platforms are a fatality-level event. The distance from platform deck to water surface, the sea state conditions, and the time required to initiate and complete a man overboard recovery in offshore Malaysian waters create an extremely narrow survival window. Personal flotation equipment is a life-critical requirement for any work near the platform edge, during vessel transfers, and during helicopter operations.
Automatic inflatable lifejackets rated to 150N or 275N are required for all personnel working in areas where a fall overboard is possible. Automatic inflation activates on water immersion without requiring the wearer to pull a cord, which is critical for an incapacitated casualty. The 275N rating is the offshore standard for full work vest configuration.
SOLAS-approved lifejackets for vessel crew and personnel involved in marine operations. SOLAS approval is a different certification standard to standard industrial lifejacket ratings and is specifically required for vessel operations under the Maritime Department Malaysia.
Lifejacket crotch straps and sprayhoods as standard offshore accessories that prevent the lifejacket riding up on an unconscious wearer and that provide basic face protection in rough sea conditions.
Personal locator beacons (PLBs) for personnel working away from the main platform structure, during inspection operations, and for any work where rapid location of a person in the water is critical to recovery.
EPIRB and SART devices for vessels involved in offshore support operations under SOLAS requirements.
Man overboard equipment including SOLAS-rated lifebuoys, safety lines, and marker lights positioned at all deck edges and water-adjacent working locations.
Servicing requirement: Automatic inflatable lifejackets must be inspected and re-armed at manufacturer-specified intervals, typically annually. An uninspected inflatable lifejacket may not inflate when needed. Offshore operators in Malaysia typically require evidence of valid service inspection for all lifejackets before they are approved for use on the installation.
3. Fall Protection and Working at Height Equipment
Offshore platforms have significant working at heights exposure. Process structure maintenance, flare stack inspection, crane operations, scaffold erection and dismantling on the platform structure, and gangway operations during vessel transfers all require fall protection management.
Full-body harnesses rated to EN 361 correctly fitted to each individual worker. Harness inspection frequency on offshore installations must be increased relative to onshore environments because of the accelerated degradation caused by continuous saltwater exposure and UV radiation.
Self-retracting lifelines (SRLs) for freedom of movement on process decks and elevated structures where a fixed lanyard would create trip hazards on congested offshore deck areas.
Stainless steel hardware for snap hooks, D-rings, and connecting components used in offshore environments. Standard zinc-plated steel hardware corrodes rapidly in the saltwater marine environment and must not be used for long-term offshore deployment.
Twin-leg lanyards for continuous connection during movement between anchor points on elevated offshore structures.
Rope access equipment for inspection and maintenance of platform legs, risers, and subsea structures where conventional scaffold access is not practicable. Rope access contractors working on Malaysian offshore installations must be IRATA or equivalent certified.
Scaffold systems designed for offshore use with tube and fitting systems that provide the structural adequacy required for the loads imposed by offshore maintenance operations. Scaffold erected on offshore platforms must be inspected by a competent scaffolder at required intervals and must account for the dynamic loads imposed by platform motion in rough sea conditions.
Rescue plan requirement: IOGP guidelines and PETRONAS requirements mandate that a rescue plan be in place before any working at heights operation on an offshore installation. Offshore rescue from elevated positions requires specific planning given the restricted access, the distance to emergency services, and the potential for a suspended worker to be over open water.
4. Survival and Emergency Equipment
Offshore survival and emergency equipment requirements reflect the remote location of Malaysian offshore platforms and the extended response time for external emergency services. The platform must be able to manage a major emergency for a significant period before external support arrives.
Immersion suits and survival suits for all personnel on the installation, providing thermal protection following a fall overboard and during survival craft boarding. Immersion suits for Malaysian offshore waters must be appropriate for the water temperatures encountered, with the thermal protection rating selected to provide survival time until rescue can be achieved.
Survival craft and life rafts in sufficient capacity for all persons on board, maintained in compliance with SOLAS and classification society requirements. Life raft inspection and certification must be current and available for audit.
Fire suits and proximity suits for the offshore emergency response team, providing thermal protection during structural fire response and rescue operations.
SCBA sets for emergency response in sufficient number for the platform's emergency response team requirements, maintained in full readiness condition with charged cylinders and tested face pieces.
Escape sets and EEBD for all platform personnel providing emergency egress capability from areas with toxic or oxygen-deficient atmospheres during an emergency.
Muster station equipment including roll call boards, headlamp torches rated for marine environments, and communication equipment at each designated muster station.
5. Confined Space Equipment for Offshore
Confined space entry is routine on offshore platforms. Vessel internals, ballast tanks, cofferdams, J-tubes, caissons, storage tanks, and pump rooms all present confined space hazard profiles that combine oxygen deficiency, toxic gas, and flammable atmosphere risk with the additional complexity of remote location and restricted rescue access.
Four-gas pre-entry monitors with remote sampling capability to test the atmosphere at depth within a confined space on the platform before any person approaches the entry point.
Intrinsically safe ventilation blowers and ducting for forced air ventilation of offshore confined spaces. Blowers used in classified zones must carry appropriate hazardous area certification.
Tripod and davit rescue systems rated for the combined weight of a fully equipped worker, positioned at each confined space entry point for the duration of the entry operation.
Man-rated retrieval winches with controlled lowering capability for rescue of an incapacitated entrant from a vertical access confined space.
Full-body harnesses with dorsal rescue D-ring for all confined space entrants on the platform.
Intrinsically safe two-way radios for communication between the entrant and the standby person. Standard radios without hazardous area certification cannot be used in the classified zones common around offshore confined space entry points.
Confined space entry permit system with physical signage and barriers at all access points for the duration of every entry operation.
6. Fire Safety and Explosion Prevention
Fire and explosion prevention is an integral element of offshore safety management in Malaysia. Hydrocarbon process streams, flare systems, gas compression equipment, and fuel storage all present ignition risk that must be managed through equipment, engineering controls, and rigorous hot work permit procedures.
FR coveralls to NFPA 2112 or equivalent for all personnel working in process areas and classified zones on Malaysian offshore platforms. Standard polycotton coveralls are not acceptable in offshore hydrocarbon process environments. The calorie rating of the FR garment must be appropriate for the flash fire hazard level at the specific platform.
Anti-static workwear and footwear for classified hazardous area work. Static electricity is an ignition source in flammable atmospheres and all workwear worn in classified zones must meet anti-static requirements.
Intrinsically safe torches and hand lamps for work in classified zones. Standard battery-powered torches are ignition sources in flammable atmospheres and must not be used in Zone 1 and Zone 2 areas.
Hot work permits and associated equipment including fire watches, fire extinguishers at the work location, fire blankets, and gas detection monitoring at the work location during hot work operations.
BOMBA-rated and offshore-specification fire extinguishers at all required locations on the platform, maintained in compliance with the platform's fire safety management plan and classification society requirements.
7. Offshore PPE for the Marine Environment
Standard industrial PPE does not perform as well in the offshore marine environment as it does onshore. Saltwater exposure, continuous UV radiation, physical abrasion on steel deck surfaces, and the humidity of the marine atmosphere all accelerate PPE degradation and require more frequent inspection and replacement.
Class B safety helmets with chin straps for all areas of the offshore installation. Chin straps are mandatory in marine environments where wind and platform motion could dislodge an unsecured helmet. The dislodged helmet then becomes a dropped object hazard to workers on lower decks.
Maritime non-slip safety footwear with outsoles designed for traction on wet steel deck surfaces. Standard construction safety boots with smooth rubber outsoles are dangerous on wet offshore deck surfaces. Maritime-rated outsoles use specifically formulated rubber compounds and tread patterns that maintain grip on steel decks in wet and oily conditions.
Anti-static safety footwear for classified hazardous area work throughout the process areas of the platform.
Chemical resistant gloves for handling process chemicals, chemical injection products, and corrosion inhibitors used in platform maintenance. Chemical resistance selection must be based on the specific chemicals used at the platform, not on a generic assumption that any nitrile glove is adequate.
UV-rated eye protection for outdoor deck work under Malaysia's equatorial sun. Workers on offshore platforms in Malaysian waters are exposed to very high UV index levels throughout the working day and require UV400-rated lenses as standard.
Hearing protection rated to the noise levels in the areas of the platform where it is required. Engine rooms, compressor modules, and generator halls on offshore platforms typically exceed 85 dB(A) and require hearing protection rated to provide adequate attenuation in these environments.
8. Dropped Object Prevention
Dropped objects are one of the most consistent causes of fatalities and serious injuries in the offshore oil and gas sector globally and in Malaysia specifically. On a platform where workers are present at multiple levels simultaneously, a tool or component dropped from an elevated work area can be fatal to a worker on a lower deck.
Tethered tools and tool lanyards for all hand tools used at height or in elevated work areas. Tool tethering programmes require tools to be physically connected to the worker or the work area so that a dropped tool is arrested before reaching the level below.
Soft tool bags and tool pouches for carrying multiple tools at height, with closures that prevent tools falling out during movement.
Dropped object netting installed below elevated work areas to catch tools and materials that are not individually tethered.
Toe boards and edge protection on all elevated platforms and work areas to prevent tools and materials rolling off edges.
Checklist requirement: Most offshore operators in Malaysia require a documented dropped object prevention plan for all working at heights operations on the installation. The plan must identify all tools and materials to be used at height, the tethering method for each, and the exclusion zone below the work area.
What to Look for in an Offshore Safety Equipment Supplier in Malaysia
Supplying safety equipment for offshore operations in Malaysia is a more demanding proposition than supplying for onshore industrial sites. The documentation requirements are more extensive, the product specifications are more stringent, the compliance framework is more layered, and the consequences of supply failures are more serious given the remote operating environment.
PETRONAS and PCSB product compliance capability. Your supplier must understand how PETRONAS approved vendor list requirements apply to the specific equipment categories you need and must be able to provide documentation that supports approved vendor submission where required.
Hazardous area certified equipment. Gas detectors, communication equipment, torches, and ventilation equipment for use in classified zones on offshore platforms must carry ATEX, IECEx, or equivalent certification. A supplier who cannot confirm the hazardous area certification of their gas detection products is not equipped for offshore procurement.
FR garment expertise. FR coveralls for offshore use must meet NFPA 2112 or equivalent and must carry test certificates confirming the calorie rating. The customisation process for branded FR garments must preserve the FR rating. A supplier working with offshore operators in Malaysia must be able to confirm both the base garment specification and the compliance of the customisation process.
Offshore-rated lifejacket service capability. Automatic inflatable lifejackets require annual inspection and re-arming. Your supplier should either provide this service directly or be able to direct you to an authorised service facility that can support the lifejacket programme for your offshore installation.
Documentation management. Offshore procurement requires calibration certificates for gas detection instruments, test certificates for FR garments, ATEX or IECEx certificates for hazardous area equipment, and SIRIM or equivalent certification references for PPE. A supplier who cannot produce this documentation promptly on request is not the right partner for offshore operations in Malaysia.
Haisar Supply and Services: Offshore Safety Equipment in Malaysia
Haisar Supply and Services Sdn Bhd, based in Kulai, Johor, supplies the full range of offshore safety equipment for O&G operations across Malaysia. We work with PETRONAS contractors, offshore support operators, platform maintenance contractors, and shutdown teams who need safety equipment specified and documented to the standards that Malaysian offshore operations demand.
Our offshore supply range covers ATEX and IECEx certified gas detection equipment and calibration gas, automatic inflatable lifejackets and SOLAS equipment, fall protection with stainless steel offshore-specification hardware, FR coveralls with NFPA 2112 certification, anti-static footwear and maritime deck footwear, confined space rescue systems including intrinsically safe communication equipment, dropped object prevention tools and tethering equipment, and the full range of offshore-rated PPE across all categories.
We understand the PETRONAS and PCSB compliance framework and we supply with the documentation that offshore audits and safety management system reviews require.
Download the Haisar Offshore Safety Equipment Catalogue
Download the Offshore Safety Equipment Catalogue
Contact our team with your platform, project, or contractor requirements and we will respond with product specifications, compliance documentation, and pricing tailored to your offshore operations in Malaysia.
Haisar Supply and Services Sdn Bhd (985158-T) | Kulai, Johor, Malaysia | www.haisar.com
Choosing a safety equipment brand is rarely just a product decision - it's a decision about worker protection, compliance exposure, and how much time your procurement team will spend chasing replacement parts, certificates, and warranty claims two years from now. In Johor's industrial corridor, from the refineries and petrochemical terminals of Pengerang to the semiconductor plants of Kulai and Senai and the logistics hubs of Pasir Gudang, HSE managers and procurement officers are rarely short of options. What they're short of is a clear, unbiased way to compare the brands actually worth specifying.
This guide is built for that job. It's not a listicle ranking brands by hype - it's a working reference for procurement managers, HSE officers, contractors, and factory owners who need to build or review an approved brand list, respond to a client's PPE specification, or simply make a defensible purchasing decision. It covers ten globally recognised safety equipment brands available through Haisar Supply & Services, what each one does best, where each one has limits, and how to match a brand to your specific hazard profile, industry, and budget.
Haisar has supplied PPE, safety equipment, and project supplies to industrial buyers across Johor and Malaysia since 2012. This guide reflects that experience - brands that consistently perform, pass audits, and hold up in Malaysia's climate and industrial conditions, not brands chosen because they pay for placement.
On This Page
- Why Brand Matters More Than Price
- How We Selected These Brands
- The Top 10 Safety Equipment Brands in Johor
- Brand Comparison Table
- Choosing the Right Brand for Your Industry
- Common Buying Mistakes to Avoid
- Frequently Asked Questions
- Related Buyer's Guides
Why Brand Matters More Than Price {#why-brand-matters}
It's tempting to treat safety equipment as a commodity - a helmet is a helmet, a glove is a glove. In practice, brand is a proxy for several things a unit price can't tell you:
- Certification consistency. An established brand's SIRIM, ANSI, or EN certification is backed by a documented, repeatable manufacturing process. A no-name product with a printed certification mark may or may not have actually been through the relevant test.
- Replacement and spares availability. Gas detectors need calibration gas and sensors. Harnesses need replacement webbing and hardware. Respirators need matching cartridges. A recognised brand's ecosystem of consumables and spares is usually easier to source consistently than an obscure one.
- Reliability under real conditions. Malaysia's heat, humidity, and heavy industrial use are harder on materials than a lab test alone suggests. Brands with a long track record in Southeast Asia have generally already been through that stress test.
- Warranty and after-sales support. When equipment fails within its expected service life, an established brand with a local supply chain gives you a much clearer path to resolution than an unbranded import.
- Documentation for audits. Principal contractors, PETRONAS-aligned operators, and international clients increasingly require product datasheets, test certificates, and traceability records as part of their approved vendor process. Established brands maintain this documentation as a matter of course.
- Long-term value, not just landed cost. A helmet that needs replacing every eight months because the shell degrades under UV exposure is not cheaper than one that lasts three years, once you account for reordering, delivery, and administrative overhead.
None of this means the most expensive brand is automatically the right one. It means the brand decision should be weighed against the hazard, the industry, and the compliance requirement in front of you — not against unit price alone.
How We Selected These Brands
The brands featured in this guide were evaluated against criteria that matter to a procurement or HSE team making a real purchasing decision, not a marketing ranking:
- Product quality and consistency across production batches
- Industry reputation among HSE professionals and principal contractors in Malaysia
- Regulatory compliance, including SIRIM acceptance and recognised international standards (ANSI, EN, ISO, IEC)
- Innovation in materials, ergonomics, and monitoring technology
- Breadth of product range, since a wider range often simplifies approved-brand management
- Availability in Malaysia, including realistic lead times through the local supply chain
- Suitability across different industries, from construction to oil & gas to electronics manufacturing
- Ease of sourcing through Haisar's supplier network, and frequency of appearance on approved vendor lists for principal contractors and PETRONAS-aligned operations
These are not the only reputable brands in the market, and the right choice always depends on your specific application, hazard assessment, and budget. This list represents the brands that most consistently meet the criteria above for buyers in Johor.
The Top 10 Safety Equipment Brands in Johor
1. MSA Safety
Category strength: Gas detection, fall protection, head protection
MSA Safety is one of the oldest and most established names in industrial safety, with a strong footprint in Johor's oil & gas, marine, and industrial sectors. It's most frequently specified for portable gas detection — the ALTAIR series, from the single-gas ALTAIR 2X to the four-gas ALTAIR 4XR, is among the most widely used personal gas monitor on Malaysian project sites and offshore installations. On the PPE side, the V-GARD safety helmet range (which Haisar stocks directly, including the V-Gard with Fas-Trac suspension) is a de facto standard on many international client sites in Malaysia.
Main products: Portable and fixed gas detection instruments, industrial helmets, fall protection harnesses and connecting devices, respiratory protection
Industries served: Oil & gas, petrochemical, marine, utilities, confined space work
Strengths: Instrument durability in harsh environments, strong calibration and accessory support, wide presence on PETRONAS and international contractor approved vendor lists
Best suited for: Confined space entry teams, gas plants, offshore operations, and any site where gas detection reliability and documentation are non-negotiable
Popular product examples: ALTAIR 2X/4X/4XR personal gas monitors, V-GARD safety helmets
Advantages: Exceptional instrument reliability, strong service and calibration network, widely accepted on approved brand lists
Considerations: Instrument-grade products carry a higher upfront cost than budget alternatives, and calibration gas and sensor replacement should be budgeted as ongoing costs, not one-off purchases
Haisar's take: The V-GARD helmet is one of our steadiest movers for clients with international or PETRONAS-linked site requirements — stock turns fast because it's so often named directly in the spec.
📞 Sourcing MSA gas detectors or V-GARD helmets for your site? WhatsApp your spec →
2. Honeywell Safety Products
Category strength: PPE across multiple categories, gas detection, fall protection
Honeywell covers a broader PPE range than almost any other single brand - respiratory protection (through its North and Sperian ranges), head protection, eye and face protection, hearing protection, fall protection, and gas detection through the BW Technologies line. That breadth is the brand's real advantage: procurement teams managing a large approved brand list across multiple PPE categories can often consolidate under one name.
Main products: Gas detectors (BW Clip, BW Ultra), Miller fall protection systems, respirators, eye and hearing protection
Industries served: Oil & gas, construction, manufacturing, utilities
Strengths: Portfolio breadth, single-brand consistency across categories, strong presence on PETRONAS and international contractor lists
Best suited for: Procurement teams that want to reduce the number of brands they manage across a large, multi-category PPE programme
Popular product examples: BW Clip single-gas monitors, BW Ultra multi-gas monitor, Miller fall protection harnesses
Advantages: One of the widest catalogues in the industry, reducing the number of supplier relationships needed for a full PPE programme
Considerations: Because the range is so wide, not every sub-category is the strongest specialist option - for highly technical rope access or confined-space rescue work, a specialist brand may still be preferable
Haisar's take: When a client asks us to consolidate a multi-site PPE list under fewer brands, Honeywell is usually the first name we put forward - it genuinely cuts down the number of purchase orders a procurement team has to manage.
📞 Consolidating your PPE brand list? WhatsApp your spec →
3. 3M
Category strength: Respiratory protection, eye protection, hearing protection
3M is the dominant name in respiratory protection across Malaysian industry. The 3M 6000 series half-face respirator is arguably the most widely used cartridge respirator in the country's industrial sector, and the 3M 8000-series disposable respirators are the default specification for dust and particulate protection on construction and manufacturing sites.
Main products: Half and full-face respirators, disposable respirators, safety eyewear, hearing protection
Industries served: Construction, manufacturing, general industry
Strengths: SIRIM-certified across key product lines, near-universal name recognition among both HSE managers and general workers, appears on virtually every principal contractor's approved brand list
Best suited for: General industrial PPE programmes needing respiratory, eye, or hearing protection with the widest possible acceptance across client sites
Popular product examples: 3M 6000-series half-face respirators, 3M 8200/8800-series disposable respirators, SecureFit and Virtua safety eyewear, E-A-R foam plugs and Peltor earmuffs
Advantages: The highest brand recognition in the category, backed by consistent SIRIM certification and a mature Malaysian distribution network
Considerations: Cartridge and filter replacement costs should be factored into total cost of ownership for respiratory programmes, and correct cartridge selection for the specific contaminant is essential — the wrong cartridge on the right brand still provides no protection
Haisar's take: 3M disposable respirators are the single most reordered item across our general-industry clients — if you only standardise one brand for dust and particulate protection, this is usually it.
📞 Need 3M respiratory or eye protection in bulk? WhatsApp your spec →
4. DuPont Personal Protection
Category strength: Chemical protective clothing, flame-resistant workwear
DuPont's safety range is built around proprietary fibre technologies rather than a broad catalogue. Tyvek, used in Type 5 and Type 6 disposable coveralls, is the benchmark for protection against dry particles and limited liquid splash. Tychem suits step up to liquid-tight and gas-tight protection for higher-hazard chemical handling. Nomex, DuPont's aramid fibre, is the standard material for flame-resistant workwear across Malaysia's oil and gas sector.
Main products: Tyvek disposable coveralls, Tychem chemical suits, Nomex FR workwear
Industries served: Oil & gas, petrochemical, chemical handling, refinery maintenance
Strengths: Unmatched brand recognition in FR workwear and chemical protective clothing, with Nomex named specifically on many PETRONAS and international operator approved garment lists
Best suited for: Refinery shutdowns, offshore operations, and any petrochemical facility where flash fire protection is a regulatory or contractual requirement
Popular product examples: Tyvek 500/600 coveralls, Tychem 6000/10000 suits, Nomex Comfort FR coveralls
Advantages: Category-defining fibre technology with documented performance data that supports CHRA and audit requirements
Considerations: Disposable garments are single-use or limited-use by design — factor replacement frequency into project budgets rather than comparing unit price alone
Haisar's take: Tyvek coverall orders spike hard around shutdown and turnaround season at the petrochemical sites we serve — if you know your shutdown dates, get the order in early rather than sourcing at the last minute.
📞 Planning a shutdown or turnaround order? WhatsApp your spec →
5. Ansell
Category strength: Protective gloves across all categories
Ansell is the leading specialist glove brand in the Malaysian industrial market, covering chemical-resistant gloves across all resistance profiles, cut-resistant gloves across ANSI and EN cut levels, general-duty work gloves, electrical insulating rubber gloves, and specialist gloves for food processing and cleanroom use.
Main products: HyFlex cut-resistant and dexterity gloves, AlphaTec chemical-resistant gloves, general-purpose work gloves
Industries served: Construction, oil & gas, manufacturing, chemical handling, electronics
Strengths: Comprehensive manufacturer-provided chemical resistance data, wide range of cut levels and coatings, strong dexterity-to-protection ratio across the range
Best suited for: Procurement officers who need documented chemical resistance charts to support CHRA compliance, and sites needing a single glove brand across multiple hazard types
Popular product examples: HyFlex 11-series cut-resistant gloves, AlphaTec chemical-resistant gloves
Advantages: Category-leading resistance documentation, which speeds up both procurement approval and site audits
Considerations: As with any specialist glove brand, matching the specific coating and cut level to the actual task — not just the industry in general — is essential; see our complete guide to industrial safety gloves in Malaysia for a full breakdown of EN 388 ratings and material selection
Haisar's take: Ansell's permeation charts are the document our clients' auditors ask for most often during a CHRA review — worth requesting upfront rather than after an audit flags it.
📞 Need documented glove resistance data for an audit? WhatsApp your spec →
6. Petzl
Category strength: Fall protection, working at heights, confined space rescue
Petzl occupies a specialist niche as the go-to brand for technical rope access, fall protection, and confined space rescue equipment. Its harnesses, descenders, ascenders, and rescue systems are specified by rope access contractors, confined space entry teams, and tower maintenance crews across Malaysia's telecommunications, oil & gas, and utilities sectors.
Main products: Climbing-style helmets, technical harnesses, descenders and ascenders, self-retracting fall arresters, rescue kits
Industries served: Telecommunications, oil & gas, utilities, rope access contracting
Strengths: Purpose-built technical systems rather than general-purpose fall protection, strong attachment compatibility across the harness and helmet range
Best suited for: Working at heights applications requiring technical rope systems rather than conventional harness-and-lanyard configurations — see our safety harness and fall protection guide for how these systems compare to standard harnesses
Popular product examples: VERTEX and STRATO helmets, ASAP self-retracting fall arrester
Advantages: The most technically capable option for confined space rescue and rope access work, where general fall protection equipment isn't designed for the task
Considerations: This is a specialist rather than general-purpose brand - for standard scaffold or platform work, a conventional harness system is usually more cost-effective
Haisar's take: We only recommend Petzl once a client confirms they actually need technical rope access - for standard scaffold work it's more system than most sites need, and a conventional harness saves budget without cutting protection.
📞 Running rope access or confined space rescue work? WhatsApp your spec →
7. Dräger
Category strength: Gas detection, breathing apparatus, confined space
Dräger is the specialist brand for gas detection and breathing apparatus across Malaysia's oil & gas, marine, and chemical sectors. The X-am series of personal gas monitors is specified at petrochemical facilities and offshore operations where instrument reliability and calibration documentation are closely scrutinised, and Dräger's fixed detection systems are installed across process facilities, LNG terminals, and chemical plants.
Main products: Portable and fixed gas detection, SCBA and escape breathing apparatus
Industries served: Oil & gas, petrochemical, LNG, chemical processing, emergency response
Strengths: Instrument-grade documentation and calibration support infrastructure suited to PETRONAS technical standard compliance and international operator specification
Best suited for: Emergency response teams and confined space rescue applications requiring breathing apparatus rather than air-purifying respirators
Popular product examples: X-am series personal gas monitors, SCBA sets
Advantages: Strong technical documentation for audit-heavy environments and a proven record in high-consequence gas detection applications
Considerations: As with any instrument-grade brand, ongoing calibration and sensor replacement costs should be planned for at the outset of a procurement decision
Haisar's take: Dräger and MSA are the two names we see requested by name most often on LNG and terminal projects - if your client hasn't specified one over the other, ask early, since it affects calibration planning downstream.
📞 Sourcing gas detection or breathing apparatus? WhatsApp your spec →
8. Portwest
Category strength: Hi-vis workwear, general PPE, budget-conscious procurement
Portwest occupies a different market position to the specialist brands above - it's the leading value-for-money option for general PPE and workwear, offering CE-certified and SIRIM-accepted products at competitive price points without the brand premium of specialist manufacturers.
Main products: Hi-vis vests and jackets, general workwear, coveralls, work trousers
Industries served: Construction, general industry, warehousing
Strengths: MS ISO 20471-compliant hi-vis range at accessible pricing, wide sizing and colour options for large workforce programmes
Best suited for: Large-scale general PPE requirements where brand specification isn't mandated by the client, and budget efficiency matters for programme-scale rollout
Popular product examples: Hi-vis vests and jackets, polo shirts, general coveralls
Advantages: Compliance credentials at a price point that makes programme-scale procurement viable for large workforces
Considerations: For higher-hazard, technically demanding applications (chemical handling, high-voltage electrical work), a specialist brand is usually the better fit than general workwear
Haisar's take: Portwest is what we quote first for large workforce rollouts - 100+ unit hi-vis orders where certification matters but brand premium doesn't move the needle for the client.
📞 Outfitting a large workforce? WhatsApp your spec →
9. JSP Safety
Category strength: Head protection, eye protection, respiratory protection
JSP is a UK-based manufacturer with a strong presence in Malaysia's construction and industrial markets. Its EVO safety helmet range is widely used across Malaysian construction sites and certified to EN 397 with electrical insulation options, while the Force 8 half-face respirator offers a cost-effective alternative to premium cartridge respirators.
Main products: EVO safety helmets, Force 8 respirators, Stealth and Sightline eyewear
Industries served: Construction, general manufacturing, maintenance
Strengths: Certified head and eye protection at volume-friendly pricing without compromising on EN 166/EN 397 compliance
Best suited for: Construction procurement teams seeking certified protection at competitive bulk pricing — see our head protection guide for how JSP's ABS shell options compare to premium alternatives
Popular product examples: EVO3 safety helmets, Force 8 respirators
Advantages: A practical alternative to premium-tier brands with equivalent certification credentials, useful where budget scale matters
Considerations: As with any mid-tier brand, always verify the specific certification (SIRIM, EN 397, or both) required by your principal contractor before finalising the order
Haisar's take: JSP EVO helmets are our most common recommendation when a construction client wants certified protection without MSA-level unit pricing - good middle ground for large crews.
📞 Need certified helmets at volume pricing? WhatsApp your spec →
10. Brady
Category strength: Lockout/tagout, safety signage, identification systems
Brady is the specialist brand for lockout/tagout equipment and safety signage across Malaysian industrial facilities. Its LOTO range covers the full scope of isolation devices needed for electrical, pneumatic, hydraulic, and mechanical energy control, and its signage range covers OSHA-format, ISO-format, and custom-printed signs in materials rated for industrial and outdoor use.
Main products: Circuit breaker and valve lockout devices, hasp lockout devices, lockout stations, industrial and safety signage
Industries served: Manufacturing, utilities, facilities undergoing LOTO programme implementation
Strengths: Full-scope isolation device range with well-maintained compliance documentation, frequent presence on PETRONAS and international operator approved vendor lists for LOTO equipment
Best suited for: Facilities implementing or auditing a formal LOTO programme, and project sites requiring compliant custom signage
Popular product examples: Lockout stations and shadow boards, valve lockout devices, custom safety signage
Advantages: The product range and technical documentation needed to support a compliant LOTO programme from the ground up
Considerations: LOTO implementation is a procedural as well as a product decision — equipment alone doesn't replace a documented isolation procedure and trained personnel
Haisar's take: Most Brady enquiries we get start with a signage request and turn into a full LOTO station order once the client sees the shadow-board options - worth asking about both together.
📞 Setting up or auditing a LOTO programme? WhatsApp your spec →
Other Reputable Brands Worth Knowing
The ten brands above are the ones that appear most consistently across Johor's serious industrial procurement, but they aren't the only credible names in the market. Delta Plus, Uvex, and Kimberly-Clark Professional are all well-regarded international brands with recognised certifications that Haisar can source on request for buyers with an existing specification or approved vendor requirement for these names. If your project or client already names a specific brand not listed above, tell us — sourcing a specified brand is one of the most common requests our procurement team handles.
Brand Comparison Table {#comparison-table}
| Brand | PPE Range | Fall Protection | Respiratory | Hearing | Eye Protection | Gloves | Footwear | Electrical Safety | Typical Industries |
|---|---|---|---|---|---|---|---|---|---|
| MSA Safety | Moderate | Strong | Moderate | Limited | Limited | No | No | Moderate (via helmets) | Oil & gas, marine, confined space |
| Honeywell | Broad | Strong | Moderate | Moderate | Moderate | Limited | No | Limited | Oil & gas, construction, manufacturing |
| 3M | Moderate | No | Strong | Strong | Strong | No | No | No | Construction, manufacturing, general industry |
| DuPont | Limited (clothing only) | No | No | No | No | No | No | No | Oil & gas, chemical, petrochemical |
| Ansell | Limited (gloves only) | No | No | No | No | Strong | No | Moderate (insulating gloves) | Construction, oil & gas, manufacturing |
| Petzl | Limited | Strong (technical) | No | No | No | No | No | No | Telecoms, oil & gas, rope access |
| Dräger | Limited | No | Strong (breathing apparatus) | No | No | No | No | No | Oil & gas, LNG, emergency response |
| Portwest | Broad | Limited | Limited | Limited | Limited | Limited | Moderate | No | Construction, general industry, warehousing |
| JSP Safety | Moderate | Limited | Moderate | Limited | Moderate | No | No | No | Construction, manufacturing |
| Brady | N/A (LOTO & signage) | No | No | No | No | No | No | Strong (LOTO) | Manufacturing, utilities |
This table reflects each brand's category strengths, not an exhaustive product catalogue. Contact Haisar to confirm current availability for a specific product line.
Choosing the Right Brand for Your Industry {#choosing-by-industry}
There is no single "best" brand - the right choice depends on the hazard profile, the client or principal contractor's specification, and your budget. As a general starting point:
- Construction: Portwest or JSP for general PPE and workwear at scale; MSA or 3M for head and respiratory protection; Ansell for cut-resistant gloves on sites handling rebar and sharp materials
- Oil & Gas: MSA and Dräger for gas detection; DuPont for FR workwear and chemical suits; Honeywell for a broad approved-brand PPE programme; Petzl for confined space rescue and rope access
- Manufacturing: 3M for respiratory and hearing protection; Ansell for task-specific gloves; Brady for LOTO and machine safety signage
- Warehousing & Logistics: Portwest for hi-vis and general workwear; Ansell for cut and impact-resistant gloves; standard footwear brands for slip and impact protection
- Electrical Work: Honeywell or MSA for insulated and non-conductive head protection; Ansell for electrical insulating rubber gloves; Brady for LOTO isolation devices
- Marine: MSA and Dräger for gas detection and confined space entry; DuPont for chemical and fire-resistant protective clothing
- Chemical Handling: DuPont for Tyvek and Tychem protective clothing; Ansell for AlphaTec chemical-resistant gloves — see our guide on chemical-resistant gloves for full material and permeation guidance
- Government Projects: Prioritise SIRIM-certified products across all categories; Portwest and JSP offer strong certified options at bulk-friendly pricing
- Healthcare & Cleanroom / Electronics: Ansell and specialist ESD glove lines for static-sensitive environments — see our ESD and cleanroom gloves guide for Johor's growing semiconductor and data centre sector
If your project spans several of these categories, the practical answer is usually a mixed approved brand list rather than a single supplier — which is exactly the kind of multi-brand sourcing Haisar's procurement team manages daily.
Common Buying Mistakes to Avoid {#buying-mistakes}
- Choosing only on unit price. The cheapest product on paper is rarely the cheapest over a project's lifespan once replacement frequency, downtime, and audit risk are factored in.
- Ignoring certification requirements. A helmet or glove that isn't certified to the standard your principal contractor requires can fail an audit even if it performs adequately in practice.
- Buying unsuitable products for the actual hazard. A cut-resistant glove offers no protection against chemical exposure, and a Type I helmet doesn't provide the side-impact protection a Type II environment requires. Match the product to the documented HIRARC, not just the job title.
- Mixing incompatible PPE. Combining products from different systems — for example, an aftermarket chin strap on a helmet not designed for it, or a harness and lanyard from different manufacturers — can void certification and compromise performance.
- Ignoring after-sales support and spares availability. Instrument-grade equipment like gas detectors needs ongoing calibration and sensor replacement; workwear and consumables need a reliable reorder pipeline. A brand with no local support network becomes a liability once the initial purchase is made.
Frequently Asked Questions {#faq}
What is the best safety equipment brand in Malaysia? There isn't a single best brand - the right choice depends on the hazard, the industry, and your client's specification. MSA and Dräger lead in gas detection, 3M leads in respiratory protection, Ansell leads in gloves, and DuPont leads in chemical and FR clothing.
Which brands are accepted on PETRONAS approved vendor lists? MSA, Honeywell, 3M, DuPont, Ansell, and Dräger are among the brands most frequently named on PETRONAS-aligned and international operator approved vendor lists, though exact requirements vary by project and contractor.
Is SIRIM certification required for all safety equipment in Malaysia? Not universally, but it's strongly preferred for local compliance confidence, particularly on government-linked and regulated projects. International standards (ANSI, EN, ISO) are also widely accepted depending on the client and industry.
Do I need different brands for different PPE categories? Often, yes. Few single brands lead in every category — most experienced procurement teams run a mixed approved brand list matched to each hazard type rather than sourcing everything from one manufacturer.
Can Haisar supply brands not listed in this guide? Yes. Haisar sources a wide range of additional safety equipment brands beyond the ten featured here, including Delta Plus, Uvex, and Kimberly-Clark Professional, based on client specification and project requirements.
How do I know if a brand is genuinely SIRIM-certified and not counterfeit? Request the product datasheet and SIRIM or relevant certification documentation directly from your supplier before purchase. Established suppliers with a track record, like Haisar, provide this documentation as standard with bulk and project orders.
Is a more expensive brand always safer? Not necessarily. Price often reflects added features like comfort, ergonomics, or specialised application rather than a fundamental safety difference. What matters most is that the product is certified to the correct standard for your specific hazard.
How often should I review my approved brand list? Most procurement teams review approved brand lists annually, or whenever a new project introduces different compliance requirements, client specifications, or hazard categories.
What's the difference between a brand's "authorised distributor" and a general supplier? An authorised distributor has a formal agreement with the brand to sell and represent its products, typically with direct access to warranty support and technical documentation. Haisar sources products through established supplier networks; specific authorised distributor status should always be confirmed for any brand where this matters to your compliance requirements.
Can I mix brands within the same PPE category on one site? Generally yes, provided each product independently meets the required certification for its application. The exception is integrated systems — such as fall arrest harnesses and connecting hardware — where mixing components from different manufacturers can void certification.
Do international brands cost significantly more than local or budget brands? It varies by category. In gloves and general workwear, the price gap between specialist brands and budget alternatives is often modest. In instrument-grade equipment like gas detectors, the gap is larger but reflects genuine differences in reliability and calibration support.
How do I choose between two certified brands that both meet my hazard requirement? At that point, the decision usually comes down to secondary factors: after-sales support, spares availability, lead time, price, and whether the brand already appears on your client's approved vendor list.
Does Haisar provide product documentation for audits? Yes. For brands on approved vendor lists, Haisar can confirm availability and provide the product documentation needed to support your approved product submission.
What should I do if my principal contractor specifies a brand Haisar doesn't stock as standard? Send the specification through as an RFQ or product list. Haisar's procurement team sources against client and project specifications regularly, even for products outside the standard catalogue.
Conclusion
There's no universal "best" safety equipment brand - only the brand that best matches your hazard, your industry, your client's requirements, and your budget. MSA and Dräger for gas detection and confined space work. 3M for respiratory, eye, and hearing protection. Ansell for gloves. DuPont for chemical and flame-resistant clothing. Petzl for technical rope access. Honeywell and Portwest for broad, programme-scale PPE coverage. JSP for certified protection at volume pricing. Brady for lockout/tagout and signage. Each earns its place in this list for a different reason, and the right approved brand list for your site is very likely a combination of several of them rather than a single name.
Before finalising a brand decision, it's worth a short conversation with a supplier who can weigh your hazard assessment, project specification, and budget against what's actually reliable to source in Johor - not just what looks good on a spec sheet.
Get a Quote for Safety Equipment in Johor
Whether you're building an approved brand list for a new project, sourcing specific branded products for a client requirement, or comparing brands before committing to a bulk order, Haisar's team can help you weigh the options against your actual site conditions.
Request Technical Advice or a Quotation
Send us your RFQ, BOQ, or product list - including preferred brands, drawings, or technical specifications — and our team will respond with availability, documentation, and pricing for your project or facility.
- Sales: +60 17-707 0025
- WhatsApp: +60 12-570 7015
- Website: www.haisar.com
Haisar Supply & Services Sdn Bhd (985158-T) | Kulai, Johor, Malaysia
An emergency evacuation plan is not a document that lives in a filing cabinet. It is an operational system that must work under pressure, in the dark, with noise and confusion, and with workers who may never have rehearsed what to do. When an emergency occurs at a workplace in Malaysia, whether it is a fire, a chemical release, a structural collapse, or a medical emergency, the evacuation plan is what stands between a controlled response and a chaotic one.
Malaysian law is clear on the obligation. OSHA 1994, the Fire Services Act 1988, BOMBA requirements for certificate of fitness premises, and the Factories and Machinery Act all impose obligations on employers to have documented emergency procedures, to communicate them to workers, and to test them through regular drills. Despite this, emergency evacuation plans in Malaysian workplaces range from genuinely effective operational documents to paper compliance exercises that would not survive first contact with a real emergency.
This guide explains what a legally compliant and operationally effective emergency evacuation plan in Malaysia must contain, walks through a step-by-step template you can adapt for your workplace or project site, and covers the equipment and signage required to support plan implementation.
At the end of this guide, a downloadable template is available. Use it as the starting point for your site-specific plan, not as a finished document. Every effective emergency evacuation plan is specific to the facility, the workforce, and the hazards it addresses.
The Regulatory Basis for Emergency Evacuation Planning in Malaysia
Understanding the legal obligations underpinning emergency evacuation planning helps prioritise what the plan must contain and what level of detail DOSH and BOMBA expect to see.
OSHA 1994, Section 15. The general duty requires employers to provide and maintain safe systems of work and to provide such information, instruction, training, and supervision as is necessary to ensure the safety and health at work of employees. Emergency procedures and evacuation training are explicitly part of this obligation.
Occupational Safety and Health (Employer's Safety and Health General Policy Statements) (Exception) Regulations 1995. Employers above the specified threshold must have a written safety and health policy that includes emergency procedures. The policy must be communicated to all employees.
Fire Services Act 1988 and Fire Services (Means of Escape) Regulations. These regulations govern the provision of adequate means of escape from fire in buildings and the maintenance of escape routes in a usable condition at all times. BOMBA enforces these requirements through the certificate of fitness process and through periodic inspection of premises.
Uniform Building By-Laws 1984. The UBBLs set specific requirements for fire exits, exit widths, exit signage, emergency lighting, and fire assembly points that must be reflected in the evacuation plan.
Factories and Machinery Act 1967. For factory premises, the Act and subsidiary regulations require documented emergency procedures including fire safety and chemical spill response.
Industry-Specific Requirements. Oil and gas operations under PETRONAS and PCSB requirements, offshore operations under the Petroleum Safety Measures Act, construction projects under CIDB guidelines, and international client specifications all impose additional emergency planning obligations beyond the OSHA baseline. An emergency evacuation plan that meets the OSHA minimum may not meet the requirements of an international client or a PETRONAS principal contractor.
What Makes an Evacuation Plan Effective
Before moving to the template, it is worth distinguishing between a plan that satisfies compliance documentation requirements and one that actually works in an emergency.
A compliant evacuation plan contains the required elements and is available for inspection. An effective evacuation plan does everything a compliant plan does and also results in all workers reaching the assembly point safely when an alarm sounds. The gap between these two outcomes is usually explained by three things.
Workers do not know the plan. The plan exists but has not been communicated to all workers, has not been communicated in languages the workforce can understand, or has been communicated once at induction and never reinforced.
The plan does not match the site. The plan was written at project start and the site has changed significantly since then. Temporary structures have altered escape routes. New work areas have been created without corresponding evacuation provisions. Contractors have come and gone and the current workforce composition is not reflected in the plan.
The plan has not been tested. A plan that has never been rehearsed in a drill is a plan whose weaknesses have not been found. Drills identify blocked exit routes, broken emergency lighting, confused assembly point locations, workers who did not hear the alarm, and supervisors who do not know their fire warden responsibilities. These are problems that must be found in a drill, not in a real emergency.
The template below is designed to produce a plan that is communicable, maintained, and testable, not just documentable.
Emergency Evacuation Plan Template: Step-by-Step
Section 1: Facility and Plan Information
This section establishes the basic facts about the premises and the document itself. Every evacuation plan must be specific to a location.
Facility name and address. The full physical address of the premises including GPS coordinates for large sites or remote locations where emergency services may have difficulty locating the site from the address alone.
Plan version and date. Evacuation plans must be reviewed and updated whenever the facility changes, whenever the plan is tested and weaknesses are identified, and at least annually. Version control ensures that the current plan can be identified and that outdated versions are not being followed.
Plan owner. The named individual responsible for maintaining the plan, coordinating drills, and ensuring that the plan is communicated to all workers. This is typically the Safety and Health Officer (SHO) or HSE Manager for the facility.
Emergency contact numbers. A complete list including BOMBA (994), police (999 or 112), ambulance (999 or 112), the nearest hospital emergency department, DOSH emergency contact, and facility management emergency contacts. These must be current and must be displayed prominently at key locations throughout the facility, not only in the plan document.
Scope of the plan. The specific areas, buildings, and operations covered by the plan. For multi-tenanted buildings or multi-contractor project sites, the scope defines which areas are covered by this plan and how it interfaces with evacuation plans for other occupants or contractors.
Section 2: Emergency Scenarios Covered
An effective evacuation plan addresses the specific emergency types credible at the facility, not a generic list. The scenarios covered must be informed by the hazard profile of the premises.
Fire. The primary evacuation scenario for most Malaysian workplaces. Must address fire alarm activation, evacuation routes for each area of the facility, assembly points, and fire warden responsibilities.
Chemical release or spill. For workplaces handling chemicals hazardous to health, a chemical release or spill may require evacuation of the affected area or of the entire facility depending on the nature and quantity of the release. The plan must address how a chemical release is communicated to all workers and how the evacuation is initiated and coordinated.
Structural failure or explosion. For construction sites and industrial facilities, partial structural collapse or an explosion incident may result in blocked evacuation routes that require alternative exit paths. The plan must identify secondary and tertiary evacuation routes for each area.
Medical emergency. Serious injuries and sudden illness require a response that may involve partial evacuation or creating a clear path for emergency services access. The plan must identify first aid resources, AED locations, and the procedure for calling and directing emergency services to the casualty location.
Gas leak. For facilities handling or connected to gas supply systems, a gas leak scenario requires rapid evacuation before an ignition source triggers a fire or explosion. The gas isolation procedure must be documented alongside the evacuation procedure.
Natural disaster. For sites in areas with flood risk, the plan must include a flood evacuation procedure. Malaysia's monsoon seasons produce flooding events that can develop rapidly on low-lying industrial sites in Johor and across the peninsula.
Section 3: Evacuation Routes and Assembly Points
This is the operational core of the plan and the section that must be most precisely tailored to the specific facility.
Floor plans and evacuation route maps. Clear, legible floor plans for each level of the facility showing all exit doors, evacuation routes, fire extinguisher locations, first aid equipment locations, AED locations, fire alarm call points, and assembly points. Floor plans must be posted at key locations throughout the facility and must reflect the current layout.
Primary evacuation routes. For each area of the facility, the primary evacuation route describes the path from that area to the nearest safe exit. Routes must be clear of obstructions at all times. Blocked or obstructed evacuation routes are one of the most common BOMBA inspection findings.
Secondary evacuation routes. For each area, an alternative route must be identified for use when the primary route is blocked by fire, smoke, structural damage, or another hazard. Workers must know both their primary and secondary routes.
Assembly points. One or more designated assembly points must be identified at a safe distance from the building. Assembly points must be clearly signposted, must be large enough to accommodate the full workforce, and must be located so that they do not impede access for emergency service vehicles. Multiple assembly points may be needed for large sites to allow workers from different areas to assemble without crossing through hazardous areas.
Personnel accountability procedure. At the assembly point, the fire warden for each work area must carry out a headcount and confirm to the Assembly Point Warden that all personnel from their area are accounted for. The accountability procedure must identify who is responsible for accounting for visitors, contractors, and workers in remote areas of the site. Missing persons must be reported immediately to the Assembly Point Warden and communicated to BOMBA on their arrival.
Section 4: Fire Warden Structure and Responsibilities
The human system that executes the evacuation plan is as important as the physical plan document. Every area of the facility must have a designated Fire Warden with a trained deputy.
Fire Warden appointment. Fire Wardens must be appointed in writing, must be trained in fire warden responsibilities, and their appointment must be reviewed when they change roles or leave the organisation. A list of current Fire Wardens must be maintained and must be available for BOMBA inspection.
Fire Warden responsibilities on alarm activation. Direct workers in their area to evacuate via the designated primary or secondary route. Conduct a sweep of their area to check for workers who may not have heard the alarm, including toilet facilities, storage rooms, and plant rooms. Confirm that all workers from their area have evacuated. Proceed to the assembly point and carry out a headcount. Report to the Assembly Point Warden.
Assembly Point Warden responsibilities. The Assembly Point Warden coordinates the accountability process at the assembly point, receives headcount reports from Fire Wardens, reports missing persons to BOMBA, and acts as the primary point of contact for emergency services on arrival. The Assembly Point Warden must know the total number of persons on site at the time of evacuation.
Responsibilities for workers with mobility impairment. Workers who cannot self-evacuate using the designated routes must have a Personal Emergency Evacuation Plan (PEEP) that identifies a safe refuge location and the person responsible for their assisted evacuation. PEEP requirements must be assessed at induction for all workers and updated when the worker's mobility status changes.
Section 5: Communication and Alarm Systems
Alarm activation. Describe the fire alarm system in the facility, how it is activated (automatic detection, manual call point), and what workers should do on hearing the alarm. The response to the alarm must be unambiguous: evacuate immediately via the designated route. The alarm must not be silenced or ignored pending investigation.
All-clear procedure. Define who has the authority to declare the all-clear and allow workers to return to the facility. All-clear must only be given by the Assembly Point Warden after confirmation from BOMBA or facility management that the premises are safe. Workers must not re-enter the building on their own initiative before the all-clear is given.
Communication with workers in remote areas. For large sites, workers in remote areas including plant rooms, storage areas, and areas with high ambient noise may not hear the main alarm. Secondary alert methods including radio communication, buddy systems, and zone-specific alarm sounders must be documented.
Communication with emergency services. The procedure for calling BOMBA, police, or ambulance must be documented. The person calling must be prepared to provide the facility address, the nature of the emergency, the number of people on site, and any specific hazards that emergency services should be aware of including chemical storage, gas systems, and confined space locations.
Section 6: Special Considerations
Shift workers and night operations. The number and location of Fire Wardens must be adequate for all operational shifts, not just the day shift. Night shift operations with reduced staffing must have sufficient trained Fire Wardens to cover the evacuation procedure.
Contractors and visitors. All contractors and visitors must be inducted in the evacuation procedure before starting work or entering the facility. The induction must include the alarm sound, the evacuation routes for the areas they will access, the assembly point location, and the accountability procedure.
Multilingual workforce. On project sites and in facilities with a diverse workforce, the evacuation plan and the induction materials must be available in the languages spoken by the workforce. A worker who cannot read or understand the plan cannot follow it effectively.
Persons working alone. Lone workers require specific provisions including a check-in system that would trigger an emergency response if they fail to check in at the required interval.
Contractor interfaces. For multi-contractor project sites, the evacuation plan must define how the accountability process works across contractor boundaries, who has overall responsibility for the assembly point, and how the overall all-clear is communicated.
Section 7: Emergency Equipment Inventory
The plan must document the location, type, and maintenance status of all emergency equipment on site.
Fire extinguishers. Type, rating, location, and service status. All extinguishers must be BOMBA-approved and serviced annually by a BOMBA-registered contractor.
Fire hose reels. Location and maintenance status.
Emergency lighting. Locations and monthly test records.
Exit signage. Locations and condition. Signs must be illuminated and must be visible from the approach to each exit.
First aid kits. Locations, contents, and last inspection date.
AED units. Locations, battery status, and pad expiry dates.
Eye wash stations. Locations and last flush date.
Chemical spill kits. Locations, kit type, and contents check date.
Emergency contact display boards. Locations of posted emergency contact information throughout the facility.
Section 8: Drill Programme and Plan Review
Drill frequency. Fire evacuation drills must be conducted at minimum annually for most Malaysian workplaces. Higher-risk facilities and those with high contractor turnover benefit from more frequent drills. The first drill on a new project site should be conducted as soon as a sufficient workforce is on site, not at the end of the project.
Drill report. Each drill must be documented with the date, time, number of participants, time to full assembly, issues identified, and corrective actions. The drill report is a DOSH and BOMBA document and must be available for inspection.
Plan review triggers. The evacuation plan must be reviewed and updated after every drill, after any change to the facility layout or evacuation routes, after any emergency incident, after significant changes to the workforce composition or contractor base, and at least annually regardless of whether any of the above have occurred.
Emergency Equipment Your Plan Depends On
An evacuation plan without the supporting equipment is a document, not a system. The equipment required to implement an effective evacuation plan in a Malaysian workplace includes the following.
Emergency exit and evacuation route signage in compliance with MS ISO 7010, covering exit direction arrows, exit door signs, and assembly point identification. Emergency lighting providing minimum 3-hour backup illumination along all escape routes. BOMBA-approved fire extinguishers of the correct type and rating for the hazards present. Fire alarm systems including manual call points and automatic detection appropriate to the occupancy. First aid kits stocked per the Factories and Machinery (Safety, Health and Welfare) Regulations. AED units in facilities with electrical hazards or a workforce size that warrants them. Eye wash stations within 10 seconds of chemical handling locations. Chemical spill kits matched to the chemicals present on site.
Haisar Supply and Services supplies the full range of emergency response and evacuation support equipment for workplaces and project sites across Johor and Malaysia. Our emergency products range covers evacuation signage, first aid kits, AED units, eye wash stations, fire extinguishers, spill kits, and associated emergency response equipment for the full range of scenarios covered in this guide.
Download the Haisar Emergency Evacuation Plan Template
The step-by-step template in this guide is available as a downloadable document. Use it as the starting framework for your site-specific emergency evacuation plan. Adapt every section to your specific facility, workforce, and hazard profile before using it as your operational plan.
Download the Emergency Evacuation Plan Template
Or contact our team to discuss emergency response equipment requirements for your site. We supply across Johor and peninsular Malaysia with fast quotation turnaround.
Haisar Supply and Services Sdn Bhd (985158-T) | Kulai, Johor, Malaysia | www.haisar.com
Last reviewed: July 2026
Chemical hazards are not limited to large petrochemical plants or laboratories. Many Malaysian workplaces handle chemicals every day, including manufacturing plants, construction sites, workshops, cleaning operations, food-processing facilities, warehouses, agricultural operations and maintenance teams.
The risk may come from vapours, gases, mists, dusts, corrosive splashes, contaminated surfaces, flammable liquids, reactive chemicals or chemical waste. Because of this, chemical safety cannot be managed by simply buying gloves or placing one spill kit in the store room. The correct equipment must be selected from the chemical inventory, Safety Data Sheets, exposure route, task method and site-specific risk assessment.
In Malaysia, the main workplace framework for chemicals hazardous to health is the Occupational Safety and Health (Use and Standards of Exposure of Chemicals Hazardous to Health) Regulations 2000, commonly known as the USECHH Regulations. These are supported by the Occupational Safety and Health Act 1994, the CLASS Regulations 2013 and DOSH guidance on Chemical Health Risk Assessment.
Need chemical-handling PPE or spill-response equipment? Haisar Supply & Services supplies chemical-resistant gloves, goggles, face shields, respiratory protection, spill kits, portable eyewash stations and related safety equipment for Malaysian workplaces. WhatsApp Haisar for a quotation.
Quick Answer: What Equipment Is Needed for Chemical Handling?
The equipment depends on the chemical and task. However, most workplaces handling chemicals hazardous to health should review these categories:
- Chemical inventory and current Safety Data Sheets.
- Task-specific CHRA or chemical risk assessment findings.
- Chemical-resistant gloves matched to the specific substance.
- Chemical splash goggles and face shields where splash is possible.
- Respiratory protection selected for the actual airborne hazard.
- Chemical-resistant aprons, sleeves, coveralls or suits where body exposure is possible.
- Eyewash stations and emergency showers where corrosive or severely irritating chemicals are handled.
- Spill kits, absorbents, neutralisers and waste containers matched to the chemical type.
- Chemical storage cabinets, secondary containment and segregation systems.
- GHS/CLASS labels, warning signs and emergency instructions.
- Training, inspection records and documented emergency procedures.
|
Core rule |
Malaysia’s Chemical Safety Framework
Chemical-safety compliance in Malaysia is built around several overlapping requirements. The most important are listed below.
|
Requirement |
Practical meaning |
|
Occupational Safety and Health Act 1994 |
Sets the general duty to ensure safety, health and welfare at work, including safe systems of work, risk assessment and suitable information, instruction, training and supervision. |
|
USECHH Regulations 2000 |
Main workplace regulations for chemicals hazardous to health. They require employers to identify chemical hazards, assess exposure risks and implement controls. |
|
Chemical Health Risk Assessment (CHRA) |
A structured assessment arising from the use, handling, storage or transportation of chemicals hazardous to health. DOSH describes CHRA as required under USECHH. |
|
CLASS Regulations 2013 |
Covers classification, labelling and Safety Data Sheets for hazardous chemicals supplied and used in Malaysia. |
|
Chemical Register |
A workplace register of chemicals hazardous to health should be prepared and accessible to exposed or potentially exposed employees. |
|
Exposure monitoring and health surveillance |
Required where the assessment indicates exposure risk, applicable chemicals or health effects that need monitoring. |
For this article, “chemical safety equipment” means equipment used to prevent exposure, reduce exposure, respond to spills, support emergency decontamination and help workplaces maintain the controls recommended by the CHRA and site risk assessment.
USECHH vs COSHH: Which Term Should Malaysian Workplaces Use?
COSHH is widely recognised by international contractors because it refers to the United Kingdom’s Control of Substances Hazardous to Health framework. However, the correct Malaysian legal term is USECHH.
For SEO, it is acceptable to mention COSHH once or twice because some international readers use that phrase. For accuracy and trust, the article should clearly state that Malaysian workplaces should follow USECHH, CLASS, CHRA and DOSH requirements rather than presenting COSHH as Malaysian law.
Start with CHRA, Not the Product Catalogue
A Chemical Health Risk Assessment should identify the chemicals, exposure routes, exposed workers, work activities, existing controls and additional controls required. The assessment output should guide what PPE and safety equipment are needed for each task.
- List every chemical hazardous to health used, produced, stored or transported at the workplace.
- Collect current Safety Data Sheets for each chemical.
- Identify who is exposed and how exposure can happen.
- Assess inhalation, skin, eye and ingestion risks.
- Check whether exposure monitoring or health surveillance is needed.
- Apply the hierarchy of controls before relying on PPE.
- Document the selected equipment, training, maintenance and emergency arrangements.
|
Procurement note for HSE and purchasing teams |
Chemical Exposure Routes to Control
|
Route |
Example |
Typical controls |
|
Inhalation |
Vapours, gases, fumes, aerosols, dusts and mists entering the lungs. |
Ventilation, enclosure, substitution, respirators, gas detection and exposure monitoring. |
|
Skin contact |
Splash, soaking, contaminated surfaces or permeation through gloves and clothing. |
Chemical-resistant gloves, coveralls, aprons, sleeves, boots and hygiene controls. |
|
Eye and face contact |
Liquid splash, spray, vapour irritation or corrosive exposure. |
Sealed chemical goggles, face shields and emergency eyewash provision. |
|
Ingestion |
Contaminated hands, tools, food, drinks or cigarettes. |
Hand washing, no eating in chemical areas, decontamination and clean storage. |
|
Injection or puncture |
High-pressure leaks or contaminated sharps. |
Engineering controls, guarded equipment, pressure isolation and specialist procedures. |
Apply the Hierarchy of Controls Before Selecting PPE
PPE is important, but it is normally the last line of defence. Chemical exposure should be controlled using a layered approach.
|
Control level |
Chemical-handling example |
|
Elimination |
Remove the chemical or avoid the process where practicable. |
|
Substitution |
Use a less hazardous chemical, lower concentration or safer form. |
|
Engineering controls |
Local exhaust ventilation, closed transfer systems, containment, isolation and automation. |
|
Administrative controls |
SOPs, permits, restricted access, job rotation, training and chemical registers. |
|
PPE |
Respirators, gloves, goggles, face shields, coveralls, aprons, boots and emergency PPE. |
Chemical Handling Safety Equipment Checklist
1. Respiratory Protection
Respiratory protection is required where workers may inhale hazardous airborne contaminants and where other controls do not reduce exposure adequately. Selection must be based on the contaminant, concentration, oxygen level, task duration and respirator limitations.
|
Equipment |
Typical use |
Selection warning |
|
Disposable particulate respirators |
Dusts, powders and some mists. |
Do not use for gases or vapours. Check filtration class and fit. |
|
Half-face cartridge respirators |
Solvent vapours, acid gases, ammonia or combined particulate/vapour hazards depending on cartridge. |
Cartridge type and change-out schedule must match the chemical and exposure conditions. |
|
Full-face respirators |
Chemical tasks needing eye, face and respiratory protection together. |
Useful for corrosive vapours or splash risk, but still requires correct cartridges. |
|
Powered air-purifying respirators |
Longer-duration work or where breathing resistance and comfort affect compliance. |
Not suitable for oxygen-deficient or IDLH atmospheres unless designed for that condition. |
|
Supplied-air respirators or SCBA |
Oxygen-deficient, unknown or immediately dangerous atmospheres. |
Requires trained users and emergency planning. |
|
Critical respirator warning |
2. Chemical-Resistant Gloves
Gloves are one of the most commonly misselected chemical PPE items. Material names such as nitrile, neoprene or PVC do not guarantee protection against every chemical. Check the glove manufacturer’s chemical resistance data, breakthrough time and degradation rating for the exact substance and concentration.
|
Glove material |
Common application |
Important limitation |
|
Nitrile |
Oils, fuels and many common industrial chemicals. |
Not universal. Check resistance against ketones, chlorinated solvents and strong acids. |
|
Neoprene |
Many acids, alkalis and some solvents. |
Useful as a broader chemical glove but still requires compatibility checking. |
|
Natural rubber latex |
Some water-based chemicals, dilute acids and alkalis. |
Latex allergy risk; generally poor for many oils and organic solvents. |
|
PVC |
Wet work, some acids, alkalis and cleaning operations. |
Less flexible; not suitable for many solvents. |
|
Butyl rubber |
Ketones, esters and some highly permeating chemicals. |
Often used where common glove materials are inadequate. |
|
Laminate film gloves |
High-toxicity chemicals where broad resistance is required. |
Usually low dexterity and may need outer gloves for mechanical protection. |
Glove change-out frequency should be based on chemical breakthrough time, task duration, contamination level and manufacturer instructions. A glove that is chemically compatible for a short splash may not be safe for continuous immersion or prolonged contact.
3. Eye and Face Protection
Safety spectacles are not enough for liquid chemical splash. Chemical splash goggles seal around the eyes. Face shields protect the wider face but should normally be used with goggles when liquid chemical splash is possible.
|
Equipment |
Use case |
Selection note |
|
Chemical splash goggles |
Liquid splash, spray, decanting, mixing and cleaning chemicals. |
Choose anti-fog lenses for hot and humid work areas. |
|
Face shield plus goggles |
Chemical pouring, drum transfer, tank cleaning and corrosive splash risk. |
A face shield is not a substitute for sealed goggles. |
|
Full-face respirator |
Combined respiratory and eye/face hazard. |
Must be matched with correct cartridge or breathing supply. |
4. Chemical Protective Clothing and Body Protection
Body protection should match the type of exposure. A light splash coverall is not the same as a liquid-tight or gas-tight chemical suit.
|
Protection |
Typical use |
Selection note |
|
Chemical apron |
Front-of-body splash during mixing, washing or laboratory work. |
Use with suitable gloves, goggles and sleeves where needed. |
|
Sleeves |
Forearm exposure during dipping, cleaning or transfer work. |
Must overlap properly with gloves and garment. |
|
Type 5/6 coveralls |
Particles and limited liquid splash. |
Not for heavy liquid contact or vapour permeation. |
|
Type 3/4 suits |
Liquid-tight or spray-tight protection. |
Requires task-specific selection and safe donning/doffing. |
|
Chemical boots or wellingtons |
Splash, wet floors and decontamination work. |
Check chemical resistance and slip performance. |
5. Eyewash Stations and Emergency Showers
Where corrosive or severely irritating chemicals are handled, emergency decontamination is as important as PPE. Workers need fast access to clean flushing water if chemical contact occurs.
- Install fixed eyewash stations where routine chemical handling creates credible eye-exposure risk.
- Use combination eyewash and emergency shower units where full-body splash is possible.
- Keep access routes clear and visible.
- Inspect and test stations on a documented schedule.
- Use portable eyewash units only where fixed facilities are not practicable or as supplementary provision for mobile work.
- Do not treat small eyewash bottles as a full substitute for a properly selected station at primary chemical handling points.
Emergency Eyewash Station Placement Guide and Working with Chemical product category
6. Chemical Spill Kits and Spill-Control Equipment
Spill-control equipment must be selected for the actual chemical. Oil-only, universal and chemical spill kits are not interchangeable.
|
Equipment |
Typical application |
Selection note |
|
Oil-only spill kit |
Petroleum products, oils and fuels. |
Not suitable as the only kit where acids, alkalis or water-based chemicals are present. |
|
Universal spill kit |
General non-aggressive liquids and mixed workplace spills. |
Check limitations before using on aggressive chemicals. |
|
Chemical or hazchem spill kit |
Acids, alkalis and more aggressive chemicals. |
Match sorbents, neutralisers and PPE to the specific chemical inventory. |
|
Spill pallets and bunds |
Secondary containment for drums and containers. |
Capacity and chemical compatibility matter. |
|
Neutralisers |
Selected acid or alkali spills where neutralisation is part of the procedure. |
Use only where trained workers and procedure confirm it is safe. |
|
Waste containers |
Temporary storage of contaminated absorbents and chemical waste. |
Use suitable labelled containers and follow waste-disposal requirements. |
Chemical Spill Kit Malaysia Guide and Spill Kits Malaysia Guide
7. Chemical Storage and Segregation Equipment
Good storage reduces the likelihood of exposure, spill, fire and incompatible chemical reactions. Storage decisions should be based on the SDS, chemical class, quantity, container type and site layout.
- Flammable-liquid storage cabinets for suitable flammable liquids where required by the risk assessment and fire-safety requirements.
- Corrosive cabinets for acids and alkalis, with materials compatible with the stored chemicals.
- Secondary containment trays, bunds and spill pallets for drums and containers.
- Compatible drum pumps, funnels and transfer systems to reduce manual pouring and splash risk.
- Clear segregation between incompatible substances such as acids and alkalis, oxidisers and organics, and flammables and ignition sources.
- GHS/CLASS labels on original and secondary containers.
8. Labels, SDS, Chemical Register and Signage
The CLASS Regulations focus on classification, labelling and Safety Data Sheets. In practical terms, workers must be able to identify what the chemical is, what hazards it presents and what precautions apply before they handle it.
- Maintain a current chemical inventory and chemical register.
- Keep current SDS available to workers who may be exposed.
- Label secondary containers when chemicals are transferred from original packaging.
- Display hazard and PPE signs at chemical storage and handling areas.
- Use GHS pictograms and clear language understood by workers.
- Review labels and SDS when suppliers, chemicals or processes change.
Relevant Haisar link: Safety Signage for Workplaces
9. Emergency Response and First Aid Equipment
Chemical safety planning must include emergency response. The equipment should match foreseeable exposure scenarios such as eye contact, skin burns, inhalation exposure, spill response or contaminated clothing.
- Chemical burns first-aid supplies where corrosive exposure is possible.
- Emergency showers and eyewash stations for decontamination.
- Spill-response PPE stored near spill kits but protected from contamination.
- Rescue and communication equipment for isolated or restricted chemical areas.
- Clear emergency contacts and escalation procedures.
- Training for workers who may be required to use spill kits or decontamination equipment.
Relevant Haisar link: Emergency Responder product category and Emergency Response Equipment Checklist
Recommended Equipment by Workplace Type
|
Workplace |
Common chemical risks |
Typical equipment to review |
|
Manufacturing plant |
Solvents, oils, cleaning chemicals, coolants, process chemicals. |
Chemical gloves, goggles, respirators where required, spill kits, eyewash, storage cabinets, GHS signage. |
|
Construction site |
Concrete admixtures, fuels, paints, adhesives, solvents, cement dust. |
Goggles, gloves, masks/respirators, spill kits, portable eyewash, labels and storage segregation. |
|
Laboratory |
Acids, alkalis, reagents, solvents, small containers. |
Goggles, face shields, lab coats/aprons, chemical gloves, eyewash, spill kits, SDS access. |
|
Warehouse or logistics |
Stored chemicals, leaking containers, forklift battery acid, cleaning agents. |
Spill kits, eyewash near battery rooms, gloves, goggles, segregation signs and secondary containment. |
|
Cleaning contractor |
Disinfectants, degreasers, acids, alkalis and concentrated cleaning agents. |
Chemical gloves, goggles, face shields, aprons, labelled containers, SDS and portable eyewash where needed. |
|
Food processing |
Sanitisers, cleaning chemicals, lubricants, boiler chemicals. |
Task-specific gloves, goggles, aprons, eyewash, spill kits and clear chemical storage segregation. |
Common Chemical-Safety Procurement Failures
- Buying “chemical gloves” without checking compatibility: Nitrile or PVC may be correct for one substance and unsuitable for another.
- Using safety spectacles for splash work: Chemical splash goggles are needed where liquid splash can reach the eyes.
- Using cartridge respirators in unknown atmospheres: Air-purifying respirators are not safe for oxygen-deficient or immediately dangerous atmospheres.
- Keeping spill kits too far from the hazard: Spill-response equipment must be located where it can be used quickly and safely.
- Relying on old SDS: Outdated or missing SDS weakens PPE selection, emergency response and CHRA accuracy.
- Leaving secondary containers unlabelled: Unlabelled bottles and jerry cans create serious handling and emergency-response risk.
- Ignoring decontamination: PPE reduces exposure, but eyewash and shower provision may determine the outcome after an incident.
- Treating COSHH as Malaysian law: Use USECHH as the compliance framework for Malaysia.
Chemical Safety Equipment Procurement Checklist
Before requesting a quotation, prepare the information below. This helps the supplier recommend suitable products and reduces the risk of mismatched PPE.
|
Information needed |
Why it matters |
|
Chemical name and concentration |
From the label and SDS. Include CAS number where available. |
|
Task description |
Mixing, pouring, cleaning, spraying, maintenance, transfer, spill response or storage. |
|
Exposure route |
Inhalation, skin, eye/face, ingestion, splash, vapour, dust, mist or immersion. |
|
Duration and frequency |
Short splash risk, repeated daily handling, continuous exposure or emergency-only use. |
|
Required standards or client specification |
EN, ANSI, ISO, SIRIM, DOSH, project BOQ or client HSE requirements. |
|
Number of users and sizes |
Include glove sizes, respirator sizes and body-protection sizing. |
|
Environment |
Indoor/outdoor, heat, humidity, confined space, marine, electrical or flammable atmosphere. |
|
Documentation needed |
Product datasheet, certificate, manufacturer compatibility chart, SDS or declaration. |
|
Delivery requirements |
Site location, required date, phased delivery, urgent replacement or bulk project mobilization. |
Source Chemical Safety Equipment from Haisar
Haisar Supply & Services Sdn Bhd supports Malaysian workplaces, contractors, facility teams and HSE departments with safety equipment for chemical handling, spill response and emergency preparedness.
- Chemical-resistant gloves and disposable nitrile gloves.
- Chemical splash goggles and face shields.
- Respiratory protection and related PPE.
- Chemical aprons, sleeves, coveralls and protective workwear options.
- Portable eyewash stations and emergency-response products.
- Chemical spill kits, absorbents and containment products.
- Safety signage and GHS-related workplace signs.
- General PPE and project-site safety supplies for chemical handling areas.
For an accurate quotation, send your chemical list, SDS, task description, required quantities, project specification and delivery location. Request a WhatsApp quotation from Haisar.
|
Technical responsibility note |
Frequently Asked Questions
Is COSHH applicable in Malaysia?
COSHH is a UK framework. In Malaysia, the correct legal reference for chemicals hazardous to health is USECHH, supported by CLASS, CHRA and DOSH guidance. International clients may use COSHH terminology, but Malaysian documentation should be aligned with USECHH.
What is USECHH?
USECHH refers to Malaysia’s Occupational Safety and Health (Use and Standards of Exposure of Chemicals Hazardous to Health) Regulations 2000. It provides the framework for controlling exposure to chemicals hazardous to health at the workplace.
Does every workplace with chemicals need a CHRA?
A CHRA is required where chemicals hazardous to health are used, handled, stored or transported in the workplace. The assessment should be conducted according to DOSH requirements and by competent persons as applicable.
Can one type of glove be used for all chemicals?
No. Glove selection depends on the chemical, concentration, contact type and breakthrough time. Always check manufacturer chemical-resistance data and the SDS.
Are safety glasses enough for chemical splash?
Usually no. Safety glasses do not seal around the eyes. Use chemical splash goggles where liquid splash is possible, with a face shield added for wider face protection.
What type of spill kit should I buy?
Match the spill kit to the chemical. Oil-only kits are for oils and fuels, universal kits are for general liquids, and chemical or hazchem kits are for aggressive chemicals such as acids and alkalis.
Are eyewash bottles enough for chemical handling areas?
Eyewash bottles can supplement emergency response, especially for mobile work, but they should not be treated as the only provision where a fixed or portable eyewash station is required by the risk assessment.
Can a normal dust mask protect against chemical vapours?
No. Disposable particulate masks do not protect against gases or vapours. Vapours require a suitable respirator and cartridge selected for the specific chemical and exposure conditions.
Related Reading from Haisar
- Chemical Spill Kit Malaysia: Types, Uses and Selection Guide
- Spill Kits Malaysia: Types, Uses and Where to Buy
- Emergency Eyewash Station Placement: Where Should It Be Installed?
- Safety Signage for Workplaces
- Emergency Response Equipment Checklist for Factories and Industrial Sites
- Industrial Safety Equipment Malaysia: Essential Product Guide
Official References
- DOSH Malaysia - USECHH Regulation
- DOSH Malaysia - Chemical Health Risk Assessment (CHRA)
- DOSH Malaysia - CLASS Regulations 2013
- Occupational Safety and Health Act 1994, updated text as at 1 June 2024
- Federal Gazette - Factories and Machinery (Repeal) Act 2022 appointment date
- DOSH Guidelines for the Preparation of a Chemical Register
- DOSH Guidelines on Monitoring of Airborne Chemical Hazardous to Health 2022
- DOSH Manual on Simple Risk Assessment and Control for Chemicals (SiRAC) 2019
Contact our team to discuss your chemical handling safety equipment requirements. We respond promptly and we come prepared to talk specifications, not just catalogue numbers.
Haisar Supply and Services Sdn Bhd (985158-T) | Kulai, Johor, Malaysia | www.haisar.com
Johor is becoming one of Southeast Asia's most significant data centre corridors. The combination of land availability, competitive power tariffs, proximity to Singapore's hyperscale demand, and strong fibre connectivity has attracted investment from some of the world's largest cloud and colocation operators. Iskandar Puteri, Nusajaya, and the broader Greater Johor Bahru area now host a growing number of hyperscale and enterprise data centre facilities, with further development in the pipeline across multiple sites.
Behind every commissioned data centre rack is a construction and fit-out programme employing hundreds of workers across civil, structural, mechanical, electrical, and low-voltage trades. And behind every operational data centre is an ongoing maintenance and facilities management operation employing engineers, technicians, and service contractors who work in an environment that carries specific and significant safety hazards.
Data centres are not conventional office buildings. They house high-density electrical systems operating at voltages from 230V to 33kV or higher at the grid connection point. They run critical cooling infrastructure including refrigerants under pressure. They contain battery backup systems with chemical and electrical hazards. And they operate under client safety standards that often exceed the Malaysian regulatory baseline in specificity and enforcement rigour.
This guide covers the essential PPE and safety equipment for data centre construction, fit-out, and operations in Malaysia, with particular focus on the electrical safety requirements that define the risk environment.
The Data Centre Safety Environment in Malaysia
Data centre safety in Malaysia operates within the standard OSHA 1994 and DOSH regulatory framework but is increasingly shaped by the safety standards of the international hyperscale operators who own or lease the facilities. Operators including major cloud providers and colocation companies impose contractor safety requirements that go beyond Malaysian regulatory minimums and that are enforced through mandatory site inductions, permit-to-work systems, and the ability to remove contractors from site for safety violations.
For contractors and fit-out teams working in Johor's data centre sector, this means operating to a higher safety standard than they may be accustomed to on conventional construction projects. The PPE requirements, the documentation expectations, and the behavioural standards on international data centre operator sites reflect global best practice, not just the Malaysian baseline.
The primary hazard categories in data centre environments are electrical hazards from high-density power infrastructure, confined space hazards in underfloor, ceiling void, and plant room environments, working at height on raised floor systems and overhead cable management, chemical hazards from battery systems and refrigerants, and noise and heat stress in plant room and generator hall environments.
Each of these requires specific equipment and specific competency from the workers and contractors operating in the space.
Electrical Safety PPE for Data Centres
Electrical hazards are the defining safety challenge of the data centre environment. Unlike a conventional construction site where electrical work is one of several trades, data centre construction and operations are fundamentally electrical in nature. The density of electrical infrastructure, the scale of the power systems, and the requirement for continuous uptime in operational facilities create an electrical risk environment that demands rigorous PPE selection and management.
Arc flash risk in data centre electrical systems is significant and frequently underestimated by contractors new to the sector. Data centres operate switchgear, UPS systems, distribution boards, and bus bars at power levels and fault current values that produce high incident energy arc flash events. The incident energy at a data centre main switchboard or primary distribution panel can be high enough to be fatal at distances of several metres from the fault point.
Arc flash PPE for data centre electrical work must be based on a site-specific arc flash risk assessment that calculates the incident energy at each work location. PPE selected without reference to this calculation is not compliant with the standards applied by international data centre operators and may not provide adequate protection.
What data centre electrical work requires:
Arc flash rated face shields or switching hoods rated to the incident energy calculated for each work location. Arc flash rated coveralls or two-piece garments with an ATPV in cal/cm² equal to or exceeding the incident energy at the work location. Voltage-rated insulating rubber gloves matched to the system voltage, Class 0 for low voltage work up to 1,000V AC and Class 2 or higher for medium voltage switchgear. Voltage-rated insulating tools to IEC 60900 for all live or near-live work. Non-contact voltage detectors rated for the system voltage for circuit status verification before any contact. Insulating matting at switchboard and distribution board locations.
Lockout/tagout for data centres carries an additional complexity not present in most industrial environments: the requirement to maintain uptime. Live electrical systems in operational data centres cannot always be de-energised for routine maintenance without impacting critical infrastructure. This creates scenarios where work must proceed near live systems with engineering and administrative controls managing the residual risk rather than full isolation. LOTO equipment must be in place for all work where isolation is possible, and where live work is unavoidable, it must be carried out only by authorised competent persons with appropriate arc flash PPE and under a documented safe work procedure approved by the facility operator.
LOTO equipment for data centre environments includes lockout padlocks keyed individually to each authorised worker, hasp lockout devices, circuit breaker lockout devices compatible with the specific breaker configurations in the facility, and tagout tags with durable, moisture-resistant construction appropriate for high-humidity data hall environments.
PPE for Data Centre Construction and Fit-Out
The construction and fit-out phase of a data centre project in Johor involves a broad range of trades working simultaneously in a complex, rapidly evolving environment. The PPE requirements span the full range of construction site hazards with additional data centre-specific considerations.
Head protection. Class B safety helmets providing both impact and electrical protection are the appropriate default specification for all workers on data centre construction sites. The prevalence of overhead electrical work and the continuous presence of live electrical infrastructure in later construction phases makes Class A helmets inadequate. Helmets must be worn in all areas with active overhead work and wherever ceiling voids and cable management systems are being installed.
Eye and face protection. Construction dust from drilling, cutting, and grinding operations in data centre fit-out phases is significant. Safety goggles and face shields are required for all drilling, grinding, and cutting operations. For electrical termination work, arc flash rated face protection must be worn as specified by the site's arc flash assessment.
Respiratory protection. Data centre construction involves significant dust generation from concrete work, raised floor installation, and above-ceiling cabling. P2 or P3 respirators are required for dusty tasks. In areas where fire suppression agents including certain inert gas and clean agent systems have been partially commissioned, workers must be aware of the agent type and the respiratory implications of a system discharge.
Hand protection. Cable pulling, cable management installation, and electrical termination work generate cut risk from sharp cable trays, conduit ends, and cable armour. Cut-resistant gloves rated to ANSI A4 or higher are appropriate for cable management and tray installation work. Electrical insulating rubber gloves must be worn for all live electrical work as specified by the voltage class of the system.
Fall protection. Data centre construction involves working at height on raised floor systems, in ceiling voids, and on elevated platforms for overhead cable management and cooling infrastructure installation. Full-body harnesses with appropriate lanyards or SRLs are required wherever collective fall protection including edge protection and guardrails is not in place. The raised floor systems common in data halls create tripping and fall hazards at ground level that require attention to floor opening covers and clearly marked safe walkways.
Foot protection. Anti-static safety footwear is required in live data hall environments where electrostatic discharge is a risk to sensitive electronic equipment. S3 rated steel-toe safety boots with anti-static specification are the appropriate standard footwear for most data centre construction and operational environments. Standard construction boots without anti-static rating must not be worn in live data hall environments.
High-visibility garments. During active construction phases with plant and vehicle movement, Class 2 or Class 3 hi-vis vests or jackets are required in all areas where mobile plant is operating. In operational data hall environments where forklift and pallet jack movement occurs during fit-out and equipment installation, hi-vis remains a site standard on most major operator sites in Johor.
Confined Space Safety in Data Centres
Data centres contain multiple confined space environments that are routinely entered during construction, fit-out, and maintenance operations. Underfloor plenums on raised floor systems, ceiling void spaces, plant room sumps, cable transit ducts, and generator fuel storage areas all qualify as confined spaces under the DOSH definition.
The atmospheric hazards in data centre confined spaces include oxygen depletion from fire suppression system discharges or from battery off-gassing in UPS rooms, carbon monoxide from generator operation or from fuel system leaks, and refrigerant accumulation from cooling system leaks in plant rooms.
Gas detection is mandatory for confined space entry in data centre environments. A four-gas monitor covering O2, LEL, CO, and H2S provides the baseline detection capability for most data centre confined spaces. In UPS rooms and battery rooms, hydrogen gas detection should be added given the off-gassing potential of VRLA and flooded lead-acid battery systems during charge.
Full confined space entry procedures including pre-entry atmospheric testing, continuous monitoring during entry, ventilation, tripod and retrieval system deployment, and a trained standby person at the entry point are required for all data centre confined space entries.
Battery System Safety
Data centre UPS systems rely on large banks of batteries providing backup power for critical loads. Battery systems in Malaysian data centres range from valve-regulated lead-acid (VRLA) batteries to lithium-ion systems increasingly adopted for their energy density and cycle life. Both present specific safety hazards that require appropriate equipment.
VRLA battery banks off-gas hydrogen during charge and during thermal runaway events. Hydrogen is flammable at concentrations above 4% in air and accumulates in enclosed spaces. Battery rooms and UPS rooms must be ventilated to prevent hydrogen accumulation and gas detection must be in place where hydrogen risk is present.
Lithium-ion battery systems present thermal runaway risk that produces toxic gases including hydrogen fluoride during severe events. The PPE and emergency response requirements for lithium-ion battery incidents are more demanding than for VRLA systems and must be addressed in the site emergency response plan.
Chemical resistant gloves and eye protection are required for all battery maintenance operations involving electrolyte handling. Emergency eye wash stations must be available within 10 seconds of travel from all battery maintenance locations.
Heat Stress Management in Data Centre Environments
Data centre plant rooms, generator halls, and UPS rooms operate at elevated temperatures due to the heat output of the equipment they contain. Workers performing maintenance in these environments are at risk of heat stress, particularly during extended maintenance windows or fault-finding activities.
Work-rest regimes appropriate to the ambient temperature must be implemented for workers in high-temperature plant room environments. Personal cooling equipment including cooling towels and cooling vests can extend the productive work period in hot environments. Hydration must be actively managed, not left to individual discretion.
Generator maintenance environments carry the additional hazard of elevated CO from engine exhaust. Maintenance in generator enclosures must be conducted with adequate ventilation and CO monitoring.
Why Johor's Data Centre Contractors Choose Haisar
Haisar Supply and Services, based in Kulai, Johor, is positioned specifically to serve the data centre construction and operations market growing across Greater Johor Bahru and Iskandar Puteri. We understand the electrical safety standards that international data centre operators apply to their contractor base, the arc flash PPE requirements that ATPV-based assessments generate, and the documentation expectations of principal contractors and facility operators in this sector.
Our data centre safety equipment supply covers arc flash rated PPE across multiple ATPV ratings, voltage-rated insulating gloves and tools, complete LOTO systems compatible with data centre electrical configurations, anti-static safety footwear, confined space gas detection and rescue equipment, battery room safety equipment including eye wash stations and chemical resistant PPE, and the full range of construction phase PPE for data centre fit-out teams.
We supply to project sites across Johor with fast quotation turnaround and the product knowledge to advise on specification for data centre-specific requirements rather than defaulting to generic industrial PPE recommendations.
Get a Quote for Data Centre Safety Equipment
Whether you are equipping a fit-out team for a new data centre project in Johor, managing safety equipment supply for an operational data centre maintenance programme, or reviewing your current PPE arrangements against the standards your principal contractor or facility operator requires, Haisar is ready to help.
Contact our team with your project details and we will respond with equipment recommendations, specifications, and pricing tailored to your data centre safety requirements.
Haisar Supply and Services Sdn Bhd (985158-T) | Kulai, Johor, Malaysia | www.haisar.com

The safety helmet is the most visible piece of personal protective equipment on any construction or industrial site in Malaysia. It is also one of the most frequently misunderstood. Workers and procurement teams often treat all safety helmets as interchangeable, selecting based on price, colour, or brand familiarity rather than on whether the helmet actually matches the hazard environment it will be used in.
That misunderstanding has consequences. A helmet selected for the wrong class of hazard may provide a false sense of protection. A helmet used beyond its service life provides no reliable protection at all. A helmet that meets a certification standard from a decade ago may no longer meet the standard applicable to the site today.
This guide covers everything you need to know about safety helmets in Malaysia, from the hazard classes and certification standards that determine which helmet is right for which application, to how to select, inspect, and replace head protection correctly across the range of construction and industrial environments active in Johor and across Malaysia.
Why Safety Helmet Selection Matters
Head injuries on Malaysian construction and industrial sites range from minor lacerations to fatal traumatic brain injuries. DOSH incident records consistently show that head injuries account for a significant proportion of serious workplace injuries in the construction, manufacturing, and oil and gas sectors.
The three mechanisms of head injury that safety helmets are designed to address are impact from falling objects, impact from the wearer striking a fixed object, and electrical contact through the helmet to the skull. Different helmet types and classes protect against different combinations of these hazards with different performance levels.
A construction site in Johor where workers are exposed to falling tools and materials and where electrical cables are present overhead requires a different helmet class to a warehouse environment with low overhead impact risk and no electrical hazard. Selecting the wrong helmet for the environment is not a minor compliance gap. It is a gap in the protection provided to the worker.
Safety Helmet Standards in Malaysia
Safety helmets sold and used in Malaysia must comply with applicable certification standards. Understanding which standards apply and what they require is the foundation of a defensible head protection procurement decision.
MS EN 397. The Malaysian Standard adopting the European EN 397 standard for industrial safety helmets. This is the primary standard for industrial safety helmets in Malaysia and covers impact protection, penetration resistance, flame resistance, and electrical insulation for low-voltage applications. EN 397 is the standard most commonly referenced by DOSH, CIDB, and industry safety specifications in Malaysia.
MS EN 14052. The standard for high-performance industrial helmets providing a higher level of lateral impact protection than EN 397. Required in environments where impact from the side as well as from above is a credible hazard, including motorsport, forestry, and certain heavy industrial environments.
ANSI/ISEA Z89.1. The American National Standards Institute standard for industrial head protection. This standard is widely used in the oil and gas sector in Malaysia, particularly in PETRONAS-aligned operations and by contractors with American principal clients who specify ANSI-standard PPE. It classifies helmets by type (vertical impact only vs. lateral impact) and class (electrical insulation level).
SIRIM Certification. Safety helmets sold in Malaysia must carry SIRIM certification or equivalent international certification. SIRIM-certified helmets have been independently tested against the applicable Malaysian standard. Helmets without certification should not be used in regulated industrial and construction environments regardless of price or appearance.
MS 1): 1996 and MS 2: 1998. Earlier Malaysian standards that have been largely superseded by the MS EN series. Helmets certified only to these older standards may not meet current DOSH and industry expectations and should be treated with caution in new procurement.
Types of Safety Helmets for Construction and Industrial Use in Malaysia
Type 1 vs Type 2 (ANSI Classification)
Under the ANSI/ISEA Z89.1 standard, helmets are classified by the direction of impact they protect against.
Type 1 helmets provide impact protection only from vertical blows to the top of the helmet. They are designed for environments where the primary hazard is falling objects from above. Type 1 is the most common helmet configuration in Malaysian construction and industrial environments.
Type 2 helmets provide impact protection from both vertical blows and lateral blows from the sides. They are required in environments where workers may strike the sides of their helmet against fixed structures, in tight spaces, in elevated work environments, and in any setting where lateral impact risk is significant. Type 2 helmets are commonly required on international client projects and by operators who have adopted ANSI Z89.1 specifications.
Class A, B and C (ANSI Electrical Classification)
The ANSI/ISEA Z89.1 standard also classifies helmets by their electrical protection class.
Class A helmets provide impact protection and limited voltage protection, tested to 2,200 volts. They are appropriate for general construction and industrial environments with low electrical hazard but are not adequate for environments with significant electrical exposure.
Class B helmets provide impact protection and high-voltage protection, tested to 20,000 volts. Class B is the appropriate specification for any environment where workers may be exposed to overhead power lines, high-voltage switchgear, or significant electrical hazards. Most construction sites and industrial facilities in Malaysia with any meaningful electrical hazard should be specifying Class B helmets as the default.
Class C helmets are conductive and provide no electrical protection. They are lightweight and ventilated for comfort but must only be used in environments with absolutely no electrical hazard. Specifying Class C helmets on a site with any electrical exposure is a compliance and safety failure.
EN 397 Class Equivalents
Under the MS EN 397 standard used in Malaysia, the equivalent electrical protection classifications are expressed differently but address the same hazard.
Standard EN 397 helmets provide impact and penetration protection with basic lateral deformation resistance. Electrical insulation testing is an optional additional property under EN 397, denoted by the marking "440V AC" on the helmet label. This is roughly equivalent to Class A under ANSI.
EN 397 with 440V AC electrical insulation is the minimum electrical protection specification for most Malaysian industrial and construction sites. It is not equivalent to Class B. For environments with high-voltage exposure, a helmet rated to a higher voltage test level or meeting EN 50365 (helmets for low-voltage electrical installations) or Class B under ANSI may be required.
Hard Hats vs Safety Helmets
The terms hard hat and safety helmet are often used interchangeably in Malaysia but they refer to the same class of product. Both describe the rigid shell and internal suspension system head protection device required on construction and industrial sites. The term safety helmet is preferred in standards documentation. Hard hat is more common in everyday site language. The regulatory and protection requirements are the same regardless of which term is used.
Bump Caps
Bump caps are lightweight head protection devices designed for environments with low-headroom scrape and bump hazards but no significant impact risk. They provide no protection against falling objects and do not meet EN 397 or ANSI Z89.1 requirements.
Bump caps are appropriate for maintenance technicians working in plant rooms and equipment enclosures where the primary risk is knocking the head against a fixed structure at low speed. They must not be used as substitutes for safety helmets in any environment where falling objects, significant impact, or electrical hazards are present.
Safety Helmet Comparison Table
The table below summarises the key specifications and appropriate applications for the main helmet types used on construction and industrial sites in Malaysia.
| Helmet Type | Standard | Impact Protection | Electrical Protection | Typical Application in Malaysia |
|---|---|---|---|---|
| Class A / EN 397 (no electrical rating) | ANSI Z89.1 / MS EN 397 | Vertical impact | None or limited (2,200V) | Warehouses, low-hazard sites, no electrical exposure |
| Class B / EN 397 + 440V | ANSI Z89.1 / MS EN 397 | Vertical impact | High voltage (20,000V) / 440V AC | Construction sites, industrial facilities, oil and gas |
| Type 2 Class B | ANSI Z89.1 | Vertical and lateral impact | High voltage (20,000V) | Elevated work, tight spaces, international client projects |
| EN 14052 High Performance | MS EN 14052 | Enhanced lateral and top | Optional | Heavy industrial, specialised applications |
| Bump Cap | EN 812 | Scrape and bump only | None | Plant rooms, low-headroom maintenance |
| Class C | ANSI Z89.1 | Vertical impact | None (conductive) | No electrical hazard environments only |
Helmet Accessories and Add-Ons
A safety helmet selected for the right hazard class can be further specified with accessories that extend its protection and usability.
Chin straps are required for working at heights, for work on open vessel decks, for work in windy exposed environments, and for any application where the helmet could be dislodged. A helmet without a chin strap in these environments becomes a secondary hazard when it falls on workers below.
Visors and face shields that attach directly to the helmet brim provide integrated face protection for grinding, cutting, and forestry applications without requiring a separate face shield to be held or worn.
Ear muff attachments that mount directly to the helmet allow hearing protection to be integrated with head protection, ensuring consistent use in high-noise environments.
Sweatbands and ventilation inserts improve comfort in Malaysia's tropical climate, reducing heat build-up inside the helmet during prolonged wear. Sweatbands must be replaceable and must be replaced when visibly soiled.
Reflective stickers and helmet branding for company identification and role identification on multi-contractor sites. Stickers must not cover cracks or damage in the helmet shell.
Neck curtains for outdoor environments with high UV index, particularly relevant for workers on solar farms, civil engineering sites, and other outdoor projects in Malaysia's equatorial climate.
How to Inspect and Replace Safety Helmets
A safety helmet that is beyond its service life or that has been damaged provides no reliable protection. Inspection and replacement discipline is as important as initial product selection.
Pre-use inspection by the wearer before each shift. Check the shell for cracks, dents, gouges, and UV-related chalking or fading. Check the suspension system for cuts, fraying, and broken attachment points. Check the chin strap for damage and correct function. Any helmet with visible damage must be removed from service immediately.
Formal periodic inspection by a competent person at intervals specified in the safety management system. Formal inspection provides documented evidence of the condition of each helmet in service.
Service life limits. Safety helmets have a finite service life regardless of apparent condition. The helmet shell degrades through UV exposure, heat, chemical exposure, and impact events that may not leave visible marks. Most helmet manufacturers specify a maximum service life of five years from the date of manufacture for the shell and three years from the date of first use for the internal suspension. The manufacture date is stamped inside the shell. Any helmet beyond these limits must be replaced.
Immediate replacement triggers. A helmet that has sustained a significant impact must be replaced immediately, even if no damage is visible. The internal structure of the shell and suspension may be compromised in ways that are not visible externally but that will cause the helmet to fail in a subsequent impact. This is the most frequently ignored replacement requirement on Malaysian project sites.
Environmental degradation. Helmets used on outdoor sites in Malaysia are exposed to UV radiation and heat that accelerates shell degradation. In outdoor environments, the practical service life may be shorter than the manufacturer's standard recommendation. Visually inspect for shell chalking, fading, and increased brittleness as indicators of UV degradation.
Frequently Asked Questions About Safety Helmets in Malaysia
What is the difference between a Class A and Class B safety helmet?
Class A helmets provide limited voltage protection tested to 2,200V AC. Class B helmets provide high-voltage protection tested to 20,000V AC. For any construction or industrial site in Malaysia with overhead electrical cables, switchgear, or any other significant electrical hazard, Class B is the appropriate specification. Class A is only appropriate where there is genuinely no meaningful electrical hazard.
How long does a safety helmet last in Malaysia?
Most manufacturers specify a maximum of five years from manufacture date for the helmet shell and three years from first use for the internal suspension, whichever comes first. In outdoor environments in Malaysia with high UV exposure, the practical service life may be shorter. The manufacture date is stamped inside the shell. Check it and replace helmets accordingly.
Can I use the same helmet for construction and electrical work?
Only if the helmet is rated for both. A Class B helmet or an EN 397 helmet with appropriate electrical insulation rating provides both impact protection and electrical protection. A Class A or unrated helmet does not provide meaningful electrical protection and should not be worn in areas with significant electrical exposure.
Does a safety helmet need to be SIRIM certified in Malaysia?
Safety helmets used in regulated workplaces in Malaysia should carry SIRIM certification or equivalent international certification. SIRIM-certified helmets have been independently tested against the applicable Malaysian standard. Helmets without certification documentation should not be accepted for use on regulated construction or industrial sites.
What colour hard hat should different workers wear?
There is no single nationally mandated colour code for safety helmets in Malaysia. Many principal contractors and project operators specify their own colour systems for site identification, for example white for management and engineers, yellow for general workers, green for safety officers, and orange for visitors. Check the site-specific requirements before procuring helmets in bulk for a project.
When must a safety helmet be replaced immediately?
A helmet must be replaced immediately if it has sustained a significant impact, if it has visible cracks, dents, or shell damage, if the suspension system is cut or frayed, if it is beyond the manufacturer's service life, or if it shows signs of chemical damage or severe UV degradation. In each of these cases, the helmet should not be returned to service under any circumstances.
Does Haisar supply safety helmets in bulk for project sites in Johor?
Yes. Haisar Supply and Services supplies safety helmets across all classes and standards for project sites and facilities in Johor and across peninsular Malaysia. We supply bulk orders for project mobilisation, custom branded helmets with company stickers, and ongoing replenishment programmes. Contact our team for specifications and pricing.
Haisar Supply and Services: Safety Helmet Supplier in Malaysia
Haisar Supply and Services Sdn Bhd, based in Kulai, Johor, supplies safety helmets and head protection products for construction sites, industrial facilities, and project teams across Malaysia. Our range covers Class A and Class B helmets, Type 1 and Type 2 configurations, EN 397 certified and ANSI Z89.1 certified options, bump caps, and associated accessories including chin straps, visors, ear muff attachments, and reflective stickers.
We supply across Johor and peninsular Malaysia with fast quotation turnaround and delivery to site. For project mobilisation bulk orders and ongoing replenishment programmes, speak with our team about consolidated supply arrangements that keep your site stocked without repeated individual purchase orders.
Browse Head Protection Products at haisar.com
Haisar Supply and Services Sdn Bhd (985158-T) | Kulai, Johor, Malaysia | www.haisar.com

Between 2002 and 2021, Suruhanjaya Tenaga (the Energy Commission) recorded more than 1,100 electrical accidents in Peninsular Malaysia and Sabah, with roughly half resulting in a fatality. Poor maintenance and faulty electrical installations were identified as the single largest contributing factor, accounting for over a third of all cases investigated. Electrical work carries one of the highest fatality-to-incident ratios of any workplace hazard in Malaysia, and yet electrical safety PPE is still frequently treated as a lower priority than helmets, gloves, or footwear when facilities plan their safety budgets.
Every Malaysian workplace that operates switchgear, motor control centres, distribution boards, or process electrical systems carries some level of electric shock or arc flash risk. This includes manufacturing plants, data centres, oil and gas facilities, power generation stations, solar farms, and construction sites at the point where temporary power is energised.
This guide sets out the regulatory framework that governs electrical safety PPE in Malaysia, how electrical accidents actually happen, the equipment required for different classes of electrical work, how to size an arc flash PPE programme correctly, how to train and authorise the people who use that equipment, and how to keep it compliant through its working life. It is written for facility managers, safety officers, procurement teams, and HSE coordinators who need to specify electrical PPE correctly rather than select it from a catalogue.
Because electrical PPE selection depends on technical variables (system voltage, fault current, incident energy) that vary from site to site, this guide leans on tables, checklists and a glossary of terms wherever possible, so you can use it as a working reference rather than a one-time read.
Why Electrical Safety PPE Is a Compliance Priority
Electrical incidents rarely give a second warning. Unlike many workplace hazards where a near-miss precedes a serious injury, contact with a live conductor or exposure to an arc flash tends to produce a severe outcome on the first occurrence. This is one reason electrical safety sits in its own category under Malaysian workplace law, governed jointly by the Department of Occupational Safety and Health (DOSH) and Suruhanjaya Tenaga (the Energy Commission), rather than by DOSH alone.
For procurement and safety teams, this dual oversight has a practical implication: an electrical PPE programme has to satisfy general workplace safety duties under the Occupational Safety and Health Act 1994 (OSHA 1994) and the more technical, installation-specific requirements enforced by Suruhanjaya Tenaga. A supplier or safety officer who only checks one side of that framework will miss requirements.
The cost of getting this wrong is rarely limited to the injury itself. A serious arc flash event typically destroys the switchgear involved, which on a Malaysian industrial site can mean weeks of production downtime while replacement equipment is sourced and installed. Insurers underwriting Electronic Equipment Insurance (EEI) and Industrial All Risks (IAR) policies increasingly ask for evidence of an arc flash study, a maintained LOTO programme, and a qualified Chargeman before confirming cover, which means a weak electrical safety programme can affect insurance terms even before an incident occurs.
How Electrical Accidents Actually Happen in Malaysian Workplaces
Understanding the failure modes behind Malaysian electrical accidents helps explain why the PPE and procedures in this guide are structured the way they are.
Poor maintenance and faulty installation is consistently identified as the leading cause in Suruhanjaya Tenaga’s accident analyses, ahead of operator error. Loose connections in switchboards create localised heating, which increases resistance further, which increases heating again, a feedback loop that ends in either a fire or an arcing fault. This is why thermographic surveys and periodic installation inspection are treated as PPE-adjacent controls in this guide rather than a separate topic: catching a hot connection before it fails changes the incident energy a worker would otherwise be exposed to.
Working on circuits assumed to be dead without proving them dead with a tested voltage detector remains one of the most common preventable causes of shock incidents. A breaker being in the “off” position, a permit being signed, or a colleague’s assurance that a circuit is isolated are not substitutes for testing the actual conductor being worked on.
Arc flash during switching or racking operations occurs even when correct isolation procedures are otherwise followed, if a latent fault exists in an adjacent compartment or the switchgear itself has a manufacturing or maintenance defect. This is precisely why arc-rated PPE is specified for switching operations on energised equipment, not only for troubleshooting work.
Contact with overhead lines during construction and lifting operations is a distinct but common Malaysian incident pattern, particularly where cranes, scaffolding, or delivery vehicles operate near low-hanging or poorly marked distribution lines. This hazard sits outside the PPE scope of this guide (no PPE protects against contact with an 11kV overhead line) and is controlled instead through exclusion zones, spotters, and coordination with the utility or Suruhanjaya Tenaga before work begins near live lines.
The Malaysian Regulatory and Standards Framework
Occupational Safety and Health Act 1994 (as amended)
Section 15 of OSHA 1994 places a general duty on every employer to provide and maintain a safe system of work and to supply personal protective equipment where a hazard cannot be eliminated by other means. Section 24 places a corresponding duty on employees to use the PPE and safety equipment provided, which matters in practice because a documented refusal to wear issued arc-rated PPE shifts some liability but does not remove the employer’s obligation to enforce use.
The Occupational Safety and Health (Amendment) Act 2022 came into force on 1 June 2024, broadening OSHA’s scope to cover nearly all sectors of employment (not only the previously scheduled industries), requiring employers with five or more employees to appoint an occupational safety and health coordinator, and significantly increasing penalties: failure to provide a safe workplace, including adequate PPE, now carries fines of up to RM500,000, imprisonment of up to two years, or both.
The same amendment repealed the Factories and Machinery Act 1967 through the accompanying Factories and Machinery (Repeal) Act 2022. Requirements that previously sat under the FMA, including several relating to electrical safety in factory machinery, have been subsumed into OSHA 1994 and its subsidiary regulations. If your electrical safety documentation still references the FMA 1967 as a standalone compliance obligation, it needs to be updated.
Electricity Supply Act 1990 and Electricity Regulations 1994
Electrical installations, and the people permitted to work on them, are regulated separately by Suruhanjaya Tenaga under the Electricity Supply Act 1990 and the Electricity Regulations 1994. These instruments set out licensing requirements for electrical work, periodic inspection obligations for installations (generally every five years, or as otherwise directed), and the safety precautions required under Regulation 111 and Regulation 112 for testing and maintenance work. Installation design and wiring practice are further governed by MS IEC 60364, the Malaysian wiring regulations, which sit alongside but are distinct from the PPE-focused standards covered later in this guide.
NADOPOD: Reporting Electrical Accidents and Dangerous Occurrences
A requirement frequently missed in electrical safety documentation is the Occupational Safety and Health (Notification of Accident, Dangerous Occurrence, Occupational Poisoning and Occupational Disease) Regulations 2004, known as NADOPOD, gazetted under Section 32 of OSHA 1994. NADOPOD requires certain electrical incidents to be reported to DOSH using standard forms:
Form
|
|
||
|
JKKP 6 |
Notification of accident or dangerous occurrence |
Within 7 days; immediate notification by fastest means if serious bodily injury occurs |
|
JKKP 7 |
Notification of occupational poisoning or disease |
Within 7 days |
|
JKKP 8 |
Running annual register of all reportable incidents |
Extract submitted to the Director General of DOSH before 31 January each year |
A dangerous occurrence is reportable even if nobody was injured. An arc flash event that destroys a switchboard but causes no injury, or an insulation failure that trips protection without contact, both meet this threshold because the potential for injury existed. Failure to report under NADOPOD is a separate offence, carrying a fine of up to RM10,000, imprisonment of up to one year, or both. Facilities that treat “no injury, no report” as their internal standard are operating outside this requirement, and are also losing the internal data that would otherwise show a developing electrical fault before it causes a worse incident.
Competent Persons: Who Is Legally Allowed to Do the Work
Malaysia requires anyone who carries out, supervises, or takes responsibility for electrical work to hold one of six Suruhanjaya Tenaga Competent Person certifications:
Category
|
|
||
|
Electrical Services Engineer |
JPE |
Design, supervision and certification of electrical installations at a professional engineering level |
|
Competent Electrical Engineer |
JEK |
Engineering oversight of installations, typically at larger or higher-voltage sites |
|
Electrical Supervisor |
PE |
Supervises electrical work under a Chargeman or engineer |
|
Chargeman |
PJ |
Takes charge of the operation and maintenance of a specific electrical installation; the most common category for industrial and commercial sites |
|
Wireman |
PW |
Carries out wiring and installation work |
|
Cable Jointer |
PK |
Cable jointing and termination work, including medium and high-voltage cable |
PPE selection is only half of the safety programme. If the people specified to wear that PPE are not certified for the voltage class and category of work they are doing, the programme has a compliance gap regardless of how well the equipment itself is chosen.
International and Malaysian Standards
Malaysia does not maintain a separate homegrown standard for most electrical PPE categories. Instead, it adopts IEC standards directly, or as MS IEC equivalents, and Malaysian industrial and utility clients frequently reference the underlying IEC or ASTM document number directly in specifications:
Standard
|
|
||
|
IEC 60903 (voltage classes 00–4) |
Live working — electrical insulating gloves |
Primary reference for rubber insulating glove selection |
|
IEC 60900 |
Live working — hand tools for use up to 1,000V AC |
Voltage-rated screwdrivers, pliers, cutters, spanners |
|
IEC 61482-1-2 |
Arc thermal performance of clothing (ATPV/EBT) |
Arc-rated coveralls, jackets, trousers |
|
IEC 61111 |
Live working — insulating matting |
Switchboard and distribution board floor protection |
|
IEC 61010 |
Safety requirements for electrical test and measurement equipment (overvoltage/CAT categories) |
Voltage detectors, phase testers, multimeters |
|
NFPA 70E |
Standard for electrical safety in the workplace |
Arc flash risk assessment methodology and PPE category tables; widely used by PETRONAS-aligned and multinational operators in Malaysia |
|
IEEE 1584 |
Guide for performing arc flash incident energy calculations |
The calculation engine behind most incident energy analyses referenced by NFPA 70E; applies to systems from 208V to 15kV |
|
ASTM D120 / ASTM F496 |
Rubber insulating gloves; in-service care of insulating gloves |
Referenced alongside IEC 60903 in glove specifications and re-test intervals |
|
ASTM F2413 |
Protective footwear performance, including the optional EH (electrical hazard) rating |
Dielectric and EH-rated safety footwear |
PPE certified against these standards is generally accepted in Malaysia without a separate SIRIM mark, provided the supplier can produce test certificates and the standard reference is documented in your procurement file. This is worth confirming with your supplier before an order, not after a DOSH inspection.
Understanding the Two Core Electrical Hazards
Electrical safety PPE is not one product category. It addresses two physically different hazards that require separate selection logic.
Hazard
|
|
|||
|
Electric shock / electrocution |
Current passes through the body via contact with an energised conductor |
Ventricular fibrillation, cardiac arrest, entry/exit burns, death |
Voltage-rated insulating gloves, sleeves, tools and matting matched to system voltage |
|
Arc flash and arc blast |
A fault releases energy explosively between conductors, producing extreme heat (up to roughly 19,000°C), intense light, a pressure wave and molten metal spatter |
Severe thermal burns, blindness, hearing damage from the pressure wave, blast trauma from flying debris and equipment fragments |
Arc-rated (AR/FR) clothing, face and head protection with adequate ATPV/EBT rating |
The pressure wave from a significant arc flash can exceed 100 decibels at close range and has been documented to throw workers backward, independent of the burn injury itself. This is why arc flash hoods and full-body coverage are specified for higher incident-energy work, rather than face and hand protection alone: the blast and shrapnel risk is a distinct injury mechanism from the thermal burn.
A worker wearing voltage-rated insulating gloves is protected against shock from the system voltage but is not protected against the thermal energy of an arc flash if a fault occurs nearby. Equally, arc-rated clothing provides no dielectric insulation against contact with a live conductor. Both hazards must be assessed and addressed separately for any live electrical work, and most incident investigations trace back to one being addressed while the other was assumed to be “covered” by the same equipment.
Key Terms and Definitions
This glossary is written to be extractable as standalone definitions, since these terms are frequently searched individually.
Term
|
|
|
|
ATPV (Arc Thermal Performance Value) |
The incident energy, in cal/cm², at which there is a 50% probability that a fabric will transmit enough heat to cause a second-degree burn |
|
EBT (Energy Breakopen Threshold) |
The incident energy at which a fabric breaks open, exposing skin directly, used instead of ATPV for fabrics that do not char in a way that produces a clean ATPV result |
|
cal/cm² |
Calories per square centimetre; the unit used to measure incident energy and the arc rating of PPE |
|
Incident energy |
The amount of thermal energy a person would be exposed to at a defined working distance during an arc flash event |
|
Arc flash boundary |
The distance from energised equipment at which incident energy falls to 1.2 cal/cm², the threshold for onset of a second-degree burn |
|
PPE category |
A shorthand classification (Category 1–4) used by NFPA 70E’s table method to specify PPE without a full incident energy calculation |
|
Competent Person |
An individual certified by Suruhanjaya Tenaga to carry out, supervise, or take responsibility for electrical work |
|
Live working |
Any work carried out on or near conductors that are energised |
|
De-energised |
A circuit that has been isolated, locked out, and proven dead by testing; not simply switched off |
|
LOTO |
Lockout/Tagout — the physical and administrative system for isolating energy sources during maintenance |
|
Prospective short-circuit current |
The maximum fault current that would flow at a given point in the system if a bolted short circuit occurred, a key input to arc flash calculations |
|
EH-rated footwear |
Footwear tested under ASTM F2413 to resist the passage of current through the outsole and heel under dry conditions |
Electrical Safety PPE: The Complete Equipment Range
Voltage-Rated Insulating Rubber Gloves
Insulating rubber gloves are the primary hand protection against electrocution and are classified by voltage class under IEC 60903 and ASTM D120.
Class
|
|
|||
|
Class 00 |
500V |
2,500V |
Low-voltage panel work, control circuits |
|
Class 0 |
1,000V |
5,000V |
Standard LV switchboards and distribution boards |
|
Class 1 |
7,500V |
10,000V |
LV/MV boundary work, some industrial MCCs |
|
Class 2 |
17,000V |
20,000V |
11kV switchgear common in Malaysian industrial sites |
|
Class 3 |
26,500V |
30,000V |
22kV/33kV medium-voltage systems |
|
Class 4 |
36,000V |
40,000V |
High-voltage utility-adjacent work |
For most Malaysian factories and commercial buildings operating at low voltage, Class 0 insulating gloves are the practical minimum for any live LV work. Facilities with 11kV or 33kV switchgear need Class 2 or Class 3 gloves matched to the actual system voltage, not simply the highest class available, since higher classes are thicker and reduce hand dexterity.
Gloves are made from natural rubber, or from synthetic compounds where oil or chemical exposure is a concern; natural rubber offers slightly better flexibility while synthetic compounds resist degradation from hydrocarbons and ozone more effectively, which matters for gloves used near transformers or in oil and gas environments.
Rubber gloves must always be worn with leather over-gloves to protect the rubber from cuts, punctures and abrasion. A pinhole in the rubber that would otherwise be caught by the leather layer will not protect against shock. Before each use, gloves should be air-tested (rolled from the cuff to trap air inside and check for leaks) and visually inspected for cuts, embedded material, or surface degradation. Gloves must also be pressure-tested at intervals not exceeding six months; a glove that is out of test date should not be used for live work regardless of its visual condition, and a credible supplier should be able to provide test certificates on request.
Between uses, gloves should be stored in their protective bag, away from direct sunlight, heat sources, and ozone-generating equipment (motors, transformers, welding areas), and kept flat or hung rather than folded, since folding creates stress cracks over time. When gloves are washed, they should be cleaned with mild soap and water below 55°C, dried fully, and lightly dusted with talc before storage to prevent the rubber surfaces from sticking together.
Insulating Sleeves
Where the forearm may be exposed to live conductors beyond the cuff of an insulating glove, voltage-rated insulating sleeves extend the same class of protection up the arm, typically secured with an elastic strap or tape at the bicep. They follow the same voltage classification and the same six-month test interval as gloves, and are generally specified as a pair with the gloves rather than sourced separately, so the voltage class of the whole hand-and-arm system matches.
Arc-Rated Face Shields, Hoods and Head Protection
A standard polycarbonate face shield provides impact protection only and will not protect against arc flash thermal energy. Any work near live equipment where an arc could occur requires an arc-rated face shield or switching hood rated in calories per square centimetre (cal/cm²), expressed as either ATPV or EBT depending on how the specific visor material fails under heat. The rating selected must equal or exceed the incident energy calculated for that specific work location.
Face shields are typically mounted on a hard hat bracket and paired with an arc-rated balaclava to protect the neck and ears, while switching hoods provide fuller head, neck and face coverage in a single unit and are typically specified for higher incident-energy work such as MV switchgear operation. Anti-fog coating on the visor is worth specifying for Malaysia’s humidity, since a fogged visor during switching work creates its own hazard.
Arc-Rated Clothing
Arc-rated garments are selected by ATPV or EBT, and are typically made from inherently flame-resistant fibres such as Nomex, PBI, or modacrylic blends, rather than treated cotton.
Configuration
|
|
||
|
Coveralls |
Full-body protection in a single garment |
Standard configuration on most Malaysian industrial sites, such as 33kV/45 cal arc flash suits used for switchgear work |
|
Two-piece jacket and trouser sets |
Separate jacket and trousers of matched arc rating |
Supervisory and technical staff, such as those using low-voltage arc flash jackets and pants, who need flexibility in daily wear and easier bathroom breaks during long shifts |
|
Layered systems |
An arc-rated base or mid-layer combined with an outer coverall or jacket |
Higher incident-energy locations where a single garment cannot reach the required ATPV without becoming impractically heavy and reducing mobility |
Garments must be made from inherently flame-resistant fibre, not fabric that has been chemically treated for FR performance, because treatment-based finishes degrade with repeated laundering. Arc-rated clothing must never be worn over synthetic base layers: polyester and nylon melt under arc flash heat and will worsen burn injuries even beneath a compliant outer layer. Natural fibres such as cotton are the safe baseline underlayer.
Sizing matters more for arc-rated clothing than for general workwear. A coverall that is too tight restricts movement during switching operations and can crease in ways that concentrate heat transfer; one that is too loose can catch on equipment or create gaps at the wrists and ankles. Garments should be laundered according to the manufacturer’s care instructions, since incorrect detergents or fabric softeners can leave a residue that affects the fabric’s arc rating over time.
Voltage-Rated Insulating Hand Tools
All tools used for live electrical work should be voltage-rated to IEC 60900, which requires insulated tools to be tested at 10,000V AC while being rated for use up to 1,000V AC, with the insulation extending close to the working tip of the tool rather than stopping at the handle. This includes screwdrivers, pliers, cutters, spanners and ratchets. A single unrated tool used alongside a rated set undermines the entire kit, and the insulating coating must be inspected before every use; any tool with a cut, crack or delamination should be withdrawn from service immediately. Insulated tools are conventionally carried in a dedicated pouch or roll separate from general tools, both to protect the insulating coating from abrasion and to make it obvious if a rated tool is missing from the kit before work begins.
Non-Contact Voltage Detectors and Phase Testers
Verifying that a circuit is de-energised before physical contact is a foundational safety step, and a voltage detector must be rated for the voltage range being tested. A low-voltage detector will not reliably indicate the presence of medium-voltage AC, so the detector’s range needs to be checked against the system, not assumed.
Detectors and test equipment used on Malaysian electrical systems should be rated to IEC 61010’s overvoltage (CAT) categories, which describe the transient energy the equipment can safely withstand at a given point in the supply system; CAT III and CAT IV rated equipment is generally appropriate for distribution board and switchgear work, and using under-rated test equipment on a higher-energy circuit is itself a hazard. Good practice is the “prove-test-prove” method: test the detector on a known live source, test the target circuit, then re-test on the known live source to confirm the detector is still functioning, rather than trusting a single reading.
Lockout/Tagout (LOTO) Equipment
LOTO is the administrative and physical system that ensures isolated electrical energy sources cannot be re-energised while work is in progress, and it is a baseline requirement for maintenance work under OSHA 1994. A complete programme needs personally keyed padlocks for each authorised worker, hasps that allow multiple workers to lock a single isolation point, breaker and isolator lockout devices compatible with the specific equipment on site, and tagout tags identifying who isolated the equipment, when, and why.
For work involving multiple trades or a large crew on a single isolation point, a group lockout box (sometimes called a lockout station) lets each worker apply their own padlock to a box holding the isolation key, so the equipment cannot be re-energised until every worker has removed their lock and left the area. Products such as electrical LOTO kits and insulated padlocks should be matched to a site survey of isolation point types before procurement, since generic kits often do not fit the specific breaker models installed. A periodic LOTO audit, checking that isolation points are still physically compatible with the devices in stock and that authorised workers are current, is worth scheduling alongside your other inspection cycles rather than left until an incident prompts a review.
Insulating Matting and Floor Protection
Insulating switchboard matting, rated to IEC 61111, gives workers a secondary layer of protection at switchboards and distribution boards by reducing the risk of fault current finding a path to earth through the body. Matting is supplied both as fitted switchboard mats and as roll matting cut to length for walkways in front of panel rows; both should be stored flat rather than tightly rolled, since tight rolling over time can create surface cracking that compromises the dielectric barrier. Matting and accessories such as insulation stools must be inspected regularly for cuts, punctures and contamination that would compromise their dielectric properties, and matched to the voltage class of the switchboard they protect.
Dielectric and EH-Rated Safety Footwear
Footwear is often the last item considered in an electrical PPE programme, but it completes the circuit protection picture. EH-rated safety footwear, tested under ASTM F2413, has an outsole and heel that resists current passage under dry conditions and is a reasonable baseline for general work around LV panels. EH rating is significantly reduced in wet conditions or where the sole becomes contaminated with conductive material such as metal shavings; in those conditions, or for higher-voltage work, dedicated dielectric overboots rated to a specific voltage class should be worn over standard safety footwear rather than relying on EH-rated boots alone.
Building an Arc Flash Risk Assessment and PPE Programme
Selecting arc flash PPE without an underlying arc flash risk assessment is not a defensible compliance position, no matter how well-specified the PPE itself is.
What an Arc Flash Study Involves
Study Component
|
|
|
|
Short-circuit analysis |
Maximum available (prospective) fault current at each point in the system |
|
Protective device coordination |
How quickly breakers or fuses will clear a fault |
|
Incident energy calculation |
Energy exposure in cal/cm² at working distance for each panel |
|
Arc flash boundary |
Distance at which incident energy falls to 1.2 cal/cm², the onset of second-degree burns |
|
PPE category determination |
The arc-rated PPE required for safe work at that location |
|
Arc flash labelling |
Warning labels affixed to each panel showing incident energy, boundary and required PPE |
This study should be performed by a competent electrical engineer and revisited whenever the electrical system changes: new transformers, switchgear upgrades, or protection relay setting changes can all shift the incident energy at a panel. A supplier recommending arc flash PPE without asking about the study output is not giving you a technically sound recommendation.
Incident Energy Analysis vs the PPE Category Table Method
NFPA 70E permits two approaches to determining arc flash PPE requirements, and it is worth knowing which one your facility is actually using.
Method
|
|
|||
|
Incident Energy Analysis Method |
Engineering calculation using IEEE 1584, based on actual fault current, clearing time and equipment configuration |
A specific cal/cm² value for each panel or work location |
Preferred where accurate system data is available; gives the most precise and often most economical PPE specification |
|
PPE Category Table Method |
Lookup table in NFPA 70E matched to equipment type and voltage, within defined applicability limits |
A PPE Category (1–4) without a specific cal/cm² figure |
Used where a full calculation has not yet been performed, or as a conservative interim measure; only valid within the table’s stated equipment and fault current limits |
The table method is a reasonable starting point but is conservative by design and stops being valid outside the fault current and clearing time assumptions built into it. Facilities that have grown, added transformers, or changed their utility supply arrangement since the table method was last applied should treat a full incident energy analysis as overdue rather than optional.
Arc Flash PPE Categories by Incident Energy
The category method below follows the structure used in NFPA 70E and is the reference most Malaysian industrial and oil & gas operators use when a full incident-energy analysis is not yet available.
PPE Category
|
|
||
|
Category 1 |
Up to 4 cal/cm² |
Arc-rated long-sleeve shirt and trousers, arc-rated face shield, hard hat, safety glasses, hearing protection, leather gloves |
|
Category 2 |
4–8 cal/cm² |
Arc-rated shirt and trousers or coverall, arc-rated face shield or hood, insulating gloves with leather protectors |
|
Category 3 |
8–25 cal/cm² |
Arc-rated coverall over arc-rated underlayer, arc-rated hood with face shield, insulating gloves |
|
Category 4 |
25–40 cal/cm² |
Multi-layer arc flash suit, full hood with face shield, insulating gloves, arc-rated footwear |
|
Above 40 cal/cm² |
Exceeds Category 4 |
No PPE is considered adequate; de-energise, verify dead, and earth before any work proceeds |
Above roughly 40 cal/cm², the correct response is not heavier PPE. It is to de-energise the equipment entirely. This threshold is worth communicating clearly to site teams, because it is sometimes misread as “buy the biggest suit available.”
The Hierarchy of Electrical Safety Controls
Priority
|
|
||
|
1 (highest) |
Elimination |
De-energise the equipment; work dead wherever the process allows |
|
2 |
Engineering controls |
Arc-resistant switchgear, remote racking, current-limiting devices |
|
3 |
Administrative controls |
Electrical work permits, safe work procedures, LOTO, restricted access, training |
|
4 (lowest) |
PPE |
Arc-rated clothing and insulating equipment as the last line of defence |
PPE sits at the bottom of this hierarchy for a reason: it protects the individual after every higher-level control has already failed or been judged infeasible. A programme that leads with PPE selection and skips the higher-priority controls has the priorities backwards, even if the PPE itself is correctly specified.
PPE Selection by Task: A Practical Matrix
Arc flash studies produce panel-specific figures, but day-to-day supervision is easier with a task-based reference. The matrix below is illustrative; it does not replace a site-specific arc flash study, but it reflects common practice for the listed tasks once a facility knows its voltage classes.
Task
|
|
|||
|
Visual inspection with panel closed and covers intact |
LV–MV |
Minimal |
Standard PPE; no electrical-specific PPE required |
|
Voltage testing before isolation |
LV–MV |
Shock, limited arc exposure |
Rated voltage detector, Category 1–2 PPE depending on panel |
|
Racking a breaker in or out |
MV |
Arc flash |
Category 3–4 PPE, arc-rated hood, insulating gloves |
|
Live cable jointing or termination, LV |
LV |
Shock, limited arc |
Class 0 insulating gloves, voltage-rated tools, arc-rated coverall |
|
Switching operations on MV switchgear |
MV |
Arc flash |
Category 3–4 PPE per arc flash study, switching hood |
|
Thermographic survey through a sealed viewing window |
LV–MV |
Minimal (panel remains closed) |
Standard PPE; no electrical-specific PPE required if covers are not removed |
|
Working within the arc flash boundary during troubleshooting |
LV–MV |
Shock and arc flash |
Full PPE matched to the panel’s incident energy category |
Training, Authorisation and Competency
PPE and procedures only work when the people using them understand why, not just what. A working electrical safety training programme typically covers hazard recognition (distinguishing shock risk from arc flash risk), correct selection, inspection, use and storage of PPE, the LOTO procedure specific to the facility’s equipment, the prove-test-prove method for voltage detection, and basic first aid for electrical burns and shock, including when and how to safely separate a casualty from a live source.
Malaysian facilities generally structure authorisation around the Suruhanjaya Tenaga competent person categories described earlier, supplemented by an internal electrical work permit system for higher-risk tasks such as live switching or work inside the arc flash boundary. A permit-to-work step forces a documented check that the correct PPE, isolation devices, and competent personnel are actually in place before work starts, rather than relying on informal judgement at the panel.
Refresher training is generally reviewed annually, or sooner if an incident, a near-miss, or a change in equipment reveals a gap in current practice. Toolbox talks before specific high-risk jobs, covering the arc flash label information and required PPE for that specific panel, are a low-cost way of reinforcing training between formal refresher sessions.
Inspection, Testing and Replacement Schedule
Item
|
|
||
|
Insulating rubber gloves |
Dielectric proof test every 6 months; visual/air check before each use |
IEC 60903 / ASTM F496 |
|
Insulating sleeves |
Dielectric proof test every 6 months |
IEC 60903 |
|
Voltage-rated hand tools |
Visual inspection of insulating coating before each use |
IEC 60900 |
|
Insulating matting |
Visual inspection for cuts, punctures, contamination; periodic dielectric test |
IEC 61111 |
|
Arc flash labels and study |
Review whenever the electrical system is modified; full re-study recommended every 5 years |
NFPA 70E practice |
|
Thermographic survey of switchboards |
Annually (recommended minimum) |
Good practice / insurer requirement |
|
Electrical installation inspection |
Every 5 years, or as directed by Suruhanjaya Tenaga |
Electricity Regulations 1994 |
|
Non-contact voltage detectors |
Function-tested (prove-test-prove) before each use |
Site procedure |
|
EH-rated and dielectric footwear |
Visual inspection before each use; replace if sole is worn, punctured or contaminated |
ASTM F2413 |
Equipment that fails or is overdue for any of the intervals above should be withdrawn from service immediately rather than used until a replacement arrives. Retirement criteria are generally more conservative than the minimum test interval implies: visible ozone cracking on rubber gloves, delamination on an insulated tool handle, or a burn mark on arc-rated fabric are all reasons to remove an item from service immediately, even if it is within its formal test date. This is one of the more common gaps found during safety audits: a facility owns the correct PPE, but the test records have lapsed, or damaged items remain in circulation because a replacement has not yet arrived.
Common Mistakes in Electrical PPE Programmes
- Skipping the leather over-glove. Rubber insulating gloves are frequently issued without the leather protector, leaving the dielectric layer exposed to cuts and abrasion during normal handling.
- Selecting PPE before the arc flash study. Buying arc-rated coveralls “to be safe” without knowing the incident energy at the work location can leave workers under-protected at higher-energy panels.
- Mixing FR-treated fabric with inherent FR fabric. Treatment-based FR loses effectiveness after repeated washing and should not be assumed equivalent to inherently FR fibres.
- One unrated tool in a rated set. A single non-insulated tool used on a live panel defeats the purpose of an otherwise fully voltage-rated toolkit.
- Letting glove test dates lapse. Gloves that are six months or more past their proof test are sometimes kept in service because a replacement hasn’t arrived; this is a documented cause of near-misses.
- Assuming “isolated” without proving dead. Skipping the prove-dead step of the de-energisation sequence remains one of the most common causes of shock incidents on equipment believed to be switched off.
- Generic LOTO kits on non-generic equipment. Padlocks and hasps that don’t physically fit the site’s specific breaker and isolator models leave isolation points unsecured in practice, even if a LOTO programme exists on paper.
- Relying on EH-rated boots alone in wet switch rooms. EH ratings assume dry conditions; a switch room with a leaking roof or condensation needs dedicated dielectric overboots, not standard EH-rated safety shoes.
- Storing matting tightly rolled. Rolling matting for storage instead of laying it flat introduces cracking over time that is not visible until a dielectric test fails.
- Treating dangerous occurrences as “no harm, no report.” A destroyed panel or a near-miss arc flash with no injury is still reportable under NADOPOD, and skipping the report removes the internal record that would otherwise flag a developing pattern.
Electrical PPE Across Malaysian Industries
Industry
|
|
||
|
Manufacturing and factories |
LV distribution boards and motor control centres throughout the plant floor |
Class 0 gloves, voltage-rated tools, documented LOTO programme |
|
Data centres |
LV UPS and PDU systems with high fault currents from parallel redundant power paths |
Incident energy can exceed what the physical voltage alone suggests; arc-rated PPE selected from the study, not the nameplate voltage |
|
Oil, gas and petrochemical |
MV switchgear, often specified to NFPA 70E and PETRONAS technical standards |
Category 3–4 arc flash PPE, combined with intrinsically safe and hazardous-area equipment requirements |
|
Power generation and solar |
MV switchyards and inverter stations |
Class 2–3 gloves, arc-rated coveralls for switching; fall protection for roof- or frame-mounted equipment |
|
Construction |
Temporary power distribution, re-configured throughout the project |
LOTO and voltage detection discipline, since the electrical layout changes week to week; exclusion zones near overhead lines |
Manufacturing and factories typically run LV distribution boards and MCCs throughout the plant floor, making Class 0 gloves, voltage-rated tools and a documented LOTO programme the baseline requirement. Facilities with older installations should weight thermographic surveys more heavily, since ageing connections are a disproportionate source of both fires and arc flash incidents.
Data centres combine LV UPS and PDU systems with very high fault currents due to parallel redundant power paths, which can push incident energy calculations higher than the physical voltage alone would suggest. This is a sector where relying on the table method instead of a full incident energy analysis is more likely to under-specify PPE, precisely because the voltage looks unremarkable on paper.
Oil, gas and petrochemical facilities frequently specify to NFPA 70E and PETRONAS technical standards, and commonly require Category 3–4 arc flash PPE at MV switchgear alongside intrinsically safe and hazardous-area considerations, meaning electrical PPE selection has to be coordinated with the site’s broader hazardous-area equipment certification.
Power generation and solar installations involve MV switchyards and inverter stations where Class 2–3 gloves and arc-rated coveralls are standard for switching operations; site teams working on solar and renewable projects also carry fall protection requirements where equipment is roof- or frame-mounted, which means the electrical safety programme typically overlaps with a working-at-heights programme rather than sitting apart from it.
Construction sites carry a mixed and evolving risk profile as temporary power distribution is energised and re-configured throughout the project; LOTO and voltage detection discipline matter as much as the PPE itself, since the electrical layout changes week to week, and exclusion zones around overhead lines need to be re-established every time site layout or crane positions change.
Procurement: How to Specify Electrical PPE Correctly
Getting an accurate quotation for electrical PPE, rather than a generic estimate, generally requires sharing the following with your supplier:
- Voltage classes present on site for each area requiring insulating gloves, sleeves or matting.
- Arc flash study status — if a study exists, share the incident energy or PPE category by location; if not, indicate that PPE is being specified against the conservative table method as an interim measure.
- Worker headcount by task category, since Category 3–4 crews and general LV maintenance staff need very different kits.
- Isolation hardware inventory (breaker models, isolator types) so LOTO devices are matched rather than generic.
- Sizing information for arc-rated clothing and gloves, since undersized or oversized PPE is a common cause of workers quietly not wearing issued equipment correctly.
- Test certificate requirements, confirming which standard (IEC, ASTM, NFPA) each item needs to be certified against for your documentation.
- Replacement and testing budget cycle, since gloves, sleeves and matting have a six-month test cycle that should be budgeted for as a recurring cost, not a one-time purchase.
Suppliers who ask for this information before quoting are generally better positioned to specify equipment correctly than those who quote from a product list alone.
Cost Factors in Electrical Safety PPE Programmes
Electrical PPE cost is driven less by the item price and more by how the programme is scoped. The main variables are the voltage classes involved (higher classes and higher ATPV ratings cost more per item), the number of workers requiring PPE at each category, whether an arc flash study has already narrowed the specification or PPE is being bought conservatively against the table method, and the ongoing cost of six-month glove and sleeve testing, which is often left out of an initial budget.
A facility with only LV panels and a small maintenance crew will spend considerably less than one with MV switchgear requiring Category 3–4 arc flash suits for a larger team. Facilities that complete an arc flash study before procuring PPE frequently find they can specify a lower category at some locations than a conservative table-method estimate would suggest, which can offset some or all of the cost of the study itself over the life of the PPE programme.
Haisar’s Electrical Safety PPE Range
Haisar Supply and Services supplies the full electrical safety equipment range for industrial sites and facilities across Malaysia: voltage-rated insulating rubber gloves across all voltage classes with test certificates, insulating sleeves, arc-rated face shields and switching hoods, arc-rated coveralls and two-piece garments across multiple ATPV ratings, voltage-rated insulating tools to IEC 60900, non-contact voltage detectors, complete LOTO systems, and insulating switchboard matting.
We work with HSE managers and procurement teams at manufacturing facilities, data centres, power generation plants, oil and gas operations, and construction projects who need electrical PPE matched to their actual system voltages and incident energy levels, not selected from a catalogue without that context. If you already have an arc flash study or a defined voltage class requirement, our team can match products against it directly; if you don’t yet have one, we can point you toward the right next step before quoting equipment.
Electrical safety rarely sits in isolation from the rest of a site’s PPE programme. Teams specifying insulating gloves often also need to review general industrial hand protection or chemical-resistant gloves for non-electrical tasks on the same site, while facilities running MV switchyards outdoors typically also maintain fall protection equipment for elevated switchgear and transformer work, and BOMBA-approved fire equipment given the fire risk that follows electrical faults. Clear, ISO 7010-based safety signage at switch rooms and isolation points is a low-cost addition that supports the same programme.
Electrical Safety PPE Compliance Checklist
Item
|
|
|
|
Arc flash risk assessment completed and labels affixed to panels |
☐ |
|
Insulating gloves matched to actual system voltage class |
☐ |
|
Glove and sleeve dielectric tests current (within 6 months) |
☐ |
|
Leather over-gloves issued with every pair of insulating gloves |
☐ |
|
Arc-rated clothing matched to PPE category at each work location |
☐ |
|
Voltage-rated tool set complete, with no unrated substitutes |
☐ |
|
LOTO devices matched to actual breaker/isolator models on site |
☐ |
|
Non-contact voltage detectors function-tested before use |
☐ |
|
Insulating matting inspected and rated for switchboard voltage |
☐ |
|
Dielectric or EH-rated footwear specified for wet or higher-voltage areas |
☐ |
|
Workers assigned live electrical work hold valid Suruhanjaya Tenaga competent person certification |
☐ |
|
Electrical work permit system in place for live or high-risk tasks |
☐ |
|
NADOPOD reporting procedure documented and understood by site staff |
☐ |
|
Electrical installation inspection up to date (5-year cycle or as directed) |
☐ |
|
Annual thermographic survey scheduled for switchboards |
☐ |
|
Refresher training scheduled and records current |
☐ |
Frequently Asked Questions
What PPE is required for electrical work in Malaysia?
At minimum, voltage-rated insulating gloves matched to the system voltage, leather over-gloves, voltage-rated hand tools, and a non-contact voltage detector. Where arc flash risk is present, arc-rated clothing and face/head protection rated to the incident energy at that location are also required, along with a LOTO programme for isolation work.
What is the difference between electric shock protection and arc flash protection?
Electric shock protection (insulating gloves, sleeves, tools, matting) prevents current from passing through the body on contact with a live conductor. Arc flash protection (arc-rated clothing, face shields, hoods) limits thermal burn injury from the heat released during an arcing fault. They protect against different physical events and neither substitutes for the other.
What is the difference between ATPV and EBT?
Both describe the arc rating of a fabric in cal/cm². ATPV is used where the fabric chars but stays intact, and represents the incident energy at which there is a 50% chance of a second-degree burn through the material. EBT is used instead where the fabric breaks open under heat before reaching that burn threshold; in that case, the break-open point becomes the limiting factor and is reported instead of ATPV.
How often must insulating rubber gloves be tested?
Insulating rubber gloves must be dielectric proof-tested at intervals not exceeding six months, in addition to a visual and air inspection before every use. Gloves outside their test date should not be used for live work regardless of apparent condition.
What voltage class of insulating gloves do I need?
The glove class must match the voltage of the system being worked on, not simply be “high enough.” Class 0 (up to 1,000V) covers most Malaysian low-voltage panels; Class 2 or 3 is typically needed for 11kV or 33kV switchgear common on industrial sites. Using an undersized class is a safety failure; using an oversized class unnecessarily reduces dexterity.
Is an arc flash risk assessment a legal requirement in Malaysia?
There is no single Malaysian regulation that names “arc flash study” by title. However, OSHA 1994’s general duty to assess workplace hazards and provide a safe system of work, combined with the Electricity Regulations 1994’s requirements for safe work procedures, effectively require electrical hazards including arc flash to be assessed. An arc flash study is the accepted method for doing so and is increasingly requested by insurers and principal contractors.
What is the difference between the incident energy analysis method and the PPE category table method?
Incident energy analysis calculates a specific cal/cm² value for each panel using IEEE 1584, based on actual fault current and clearing times. The PPE category table method, from NFPA 70E, is a conservative lookup table used when a full calculation has not been done, and is only valid within the equipment and fault current limits the table assumes. A full analysis generally allows more precise, and sometimes lighter, PPE selection.
Who is allowed to perform electrical work in Malaysia?
Only individuals holding a valid Suruhanjaya Tenaga competent person certification (Electrical Services Engineer, Competent Electrical Engineer, Electrical Supervisor, Chargeman, Wireman, or Cable Jointer) may carry out, supervise, or take responsibility for electrical installation work, depending on the category and voltage involved.
What is the arc flash boundary?
The arc flash boundary is the distance from energised equipment at which incident energy falls to 1.2 cal/cm², the threshold for onset of a second-degree burn on exposed skin. Anyone working within that boundary needs arc-rated PPE matched to the incident energy at their actual working distance.
Can arc-rated clothing be worn over synthetic base layers?
No. Synthetic fabrics such as polyester and nylon melt when exposed to arc flash heat, which increases burn severity even underneath a compliant arc-rated outer layer. Cotton or other non-melting natural fibres are the recommended base layer.
Is EH-rated footwear enough, or do I need dielectric boots?
EH-rated footwear under ASTM F2413 is a reasonable baseline for dry, general LV work, but its protection is significantly reduced in wet conditions or if the sole is contaminated with conductive material. For wet switch rooms, higher-voltage work, or where the footwear’s protection is the primary control, dedicated dielectric overboots rated to a specific voltage class should be worn instead.
Does a dangerous occurrence with no injury still need to be reported?
Yes. Under the NADOPOD Regulations 2004, a dangerous occurrence is reportable to DOSH within 7 days regardless of whether anyone was actually injured; the potential for injury is sufficient. This includes events such as an arc flash that damages equipment without harming a worker.
What happens if an employer fails to provide electrical safety PPE?
Under OSHA 1994 as amended in 2022, failing to provide a safe workplace, including appropriate PPE, can result in fines of up to RM500,000, imprisonment of up to two years, or both. Separate penalties can apply under the Electricity Supply Act 1990 for installation-related offences, and criminal liability under the Penal Code is possible in fatal cases.
How is electrical safety PPE certified for use in Malaysia?
PPE tested and certified to the relevant IEC standard (IEC 60903 for gloves, IEC 60900 for tools, IEC 61482-1-2 for arc-rated clothing) is generally accepted in Malaysia without a separate SIRIM mark, provided the supplier can produce valid test certificates referencing the standard. It’s worth confirming certificate validity with your supplier at the point of order.
How should insulating gloves be stored between uses?
In their protective bag, away from direct sunlight, heat sources and ozone-generating equipment such as motors or transformers, laid flat or hung rather than folded. Folding introduces stress creases that can develop into cracks over time, even if the glove otherwise passes its dielectric test.
How much does electrical safety PPE cost for a Malaysian facility?
Cost depends on the voltage classes and incident energy levels involved, the number of workers requiring PPE, and whether an arc flash study has already been completed. A facility with only LV panels and a handful of technicians will spend considerably less than one with MV switchgear requiring Category 3–4 arc flash suits for a larger crew. Sharing your voltage classes, worker count, and any existing arc flash study lets a supplier quote accurately rather than estimate.
How often should electrical installations be inspected in Malaysia?
Suruhanjaya Tenaga requires periodic inspection of electrical installations, generally every five years or as otherwise directed, under the Electricity Regulations 1994. Many facilities pair this with an annual thermographic survey of switchboards to catch developing faults between formal inspection cycles.
Conclusion
Electrical safety PPE only works as a system: the right voltage class of glove, tested on schedule and stored correctly, worn with arc-rated clothing matched to the incident energy at that specific panel, backed by a LOTO programme, a trained and authorised workforce, and a reporting culture that treats near-misses as data rather than something to quietly move past. Treating any one of these as optional weakens the rest.
If you’re building or reviewing an electrical PPE programme, whether you already have an arc flash study and voltage classes defined, or you’re starting from a general safety review, our team can help match the right gloves, arc-rated clothing, LOTO equipment and insulating accessories to your actual site conditions. Request a quotation or send us your requirement list directly, and we’ll help you specify equipment against your voltage classes and hazard categories rather than a generic checklist.
Haisar Supply and Services Sdn Bhd (985158-T) | Kulai, Johor, Malaysia | www.haisar.com

Procurement officers and HSE managers working in Malaysia's oil and gas sector operate in one of the most tightly regulated supply chain environments in the country. PETRONAS contractor requirements, PCSB safety specifications, and the overlapping obligations of DOSH, the Petroleum Safety Measures Act 1984, and international standards including IOGP and API create a compliance framework that demands more from PPE suppliers than most other industries require.
The consequence of getting PPE procurement wrong in the oil and gas sector is not just a regulatory issue. On a petrochemical plant, a refinery shutdown, or an offshore platform, inadequate PPE in the wrong hazard environment contributes directly to fatalities. The Malaysian DOSH incident record for the oil and gas sector reflects this. Falls, fire and explosion incidents, toxic gas exposure, and electrical fatalities all appear in the statistics, and all are linked to situations where the right equipment was not in place.
This checklist is written for procurement officers and HSE managers sourcing PPE for oil and gas operations in Malaysia. It covers the specific PPE requirements that apply in this sector, the compliance standards your supplier must be able to meet, and what a credible oil and gas PPE supplier in Malaysia looks like in practice.
The Regulatory Framework Governing Oil and Gas PPE in Malaysia
Before reviewing the PPE checklist, it is important to understand the layered compliance framework that governs oil and gas PPE procurement in Malaysia. This framework operates at multiple levels simultaneously and a PPE supplier working in this sector must be able to navigate all of them.
Petroleum (Safety Measures) Act 1984. The primary legislation governing safety in the Malaysian petroleum industry. It establishes the legal obligations of operators and contractors in petroleum operations and provides the framework for DOSH enforcement in the upstream sector.
OSHA 1994 and DOSH Regulations. The overarching occupational safety and health framework applying to all Malaysian workplaces including oil and gas facilities. DOSH enforcement of PPE requirements in the oil and gas sector is active and inspections are increasingly thorough.
PETRONAS Technical Standards (PTS). PETRONAS has developed a comprehensive suite of technical standards governing safety, equipment, and contractor performance at its facilities. PPE used by contractors working at PETRONAS facilities must meet PTS specifications where applicable. PETRONAS also maintains approved vendor lists and product approval requirements that affect PPE sourcing decisions.
PCSB Contractor Safety Requirements. For contractors working on PCSB-operated assets, specific contractor safety management requirements apply including PPE standards, induction requirements, and permit-to-work system obligations.
IOGP and API Standards. International Association of Oil and Gas Producers guidelines and American Petroleum Institute standards are widely referenced in the Malaysian oil and gas sector, particularly for offshore operations and for equipment specifications where PETRONAS standards reference international standards.
SIRIM Certification. Safety-critical PPE sold in Malaysia must meet SIRIM certification requirements or equivalent international standards. In the oil and gas sector, CE marking and ANSI certification are generally accepted alongside SIRIM references but documentation must be available.
A PPE supplier for oil and gas operations in Malaysia must be able to confirm the compliance status of every product against the specific standard applicable to the client's facility and operating context. This is not optional and it is not generic. The standard that applies at a PETRONAS onshore facility may differ from the standard required at an offshore platform or a downstream refinery.
The Oil and Gas PPE Checklist
The following checklist covers the PPE categories required across oil and gas operations in Malaysia. It is organised by hazard type, which is the correct starting point for PPE selection in any sector but particularly critical in oil and gas where the range and severity of hazards exceeds most other industrial environments.
Flame-Resistant and Flash Fire Protection
Flash fire risk is present wherever flammable hydrocarbons are processed, stored, or transported. The ignition of a flammable vapour cloud produces a flash fire with a duration of seconds but with sufficient thermal energy to cause fatal full-thickness burns to an unprotected worker at significant distances from the ignition source.
FR Coveralls. Flame-resistant coveralls are the primary flash fire protection garment for oil and gas workers in Malaysia. FR coveralls must be rated in calories per square centimetre against the NFPA 2112 standard or equivalent, with the calorie rating appropriate for the flash fire hazard level at the specific facility. Standard polycotton coveralls are not FR rated. They will burn when ignited and retract as they burn, increasing burn injury severity.
The FR rating of the coverall must be maintained through the customisation process if company branding is applied. Embroidery thread and reflective tape adhesives used on FR garments must be compatible with the FR fabric specification. A custom FR coverall produced by a supplier without FR garment experience may carry a brand logo but not carry the protection its rating implies.
FR Shirts and Trousers. For work environments where full coveralls are not required, FR shirts and trousers meeting NFPA 2112 or equivalent provide flash fire protection in a more practical two-piece configuration for supervisory and technical personnel.
Anti-static Undergarments. In classified hazardous areas, static electricity is an ignition risk. Anti-static undergarments reduce the risk of static discharge from clothing layers beneath the FR outer garment.
Checklist requirement: FR garments must carry a test certificate confirming the calorie rating and the standard to which they were tested. Washing instructions must be followed and FR garments must be inspected regularly for damage and contamination that could compromise the FR performance of the fabric.
Arc Flash Protection
Electrical systems at oil and gas facilities in Malaysia carry arc flash risk wherever live electrical work is performed near switchgear, motor control centres, distribution boards, and process control systems. Arc flash is a rapid release of electrical energy that produces a pressure wave, intense heat, and a flash of UV and infrared radiation that can cause fatal injuries at distances of several metres from the fault point.
Arc Flash Rated Face Shields and Hoods. Standard polycarbonate face shields are not arc flash rated. Arc flash face shields and switching hoods must be rated in calories per square centimetre against the incident energy level calculated by an arc flash risk assessment for the specific equipment being worked on.
Arc Flash Rated FR Garments. The same calorie rating requirement applies to the body protection worn during arc flash exposure. The FR garment worn as flash fire protection may or may not meet the arc flash calorie rating required for electrical work. The two requirements must be assessed separately.
Voltage-Rated Insulating Rubber Gloves. Class 00 through Class 4, matched to the system voltage. Must be pressure tested at required intervals and protected by leather over-gloves during use.
Insulated Tools and Voltage Detectors. Voltage-rated insulated tools for live work and non-contact voltage detectors for circuit status verification before any terminal or conductor contact.
Checklist requirement: An arc flash risk assessment must be conducted for the facility's electrical systems to determine incident energy levels and the required PPE category at each work location. PPE selection without an underlying arc flash study is not defensible in the event of an incident.
Gas Detection and Respiratory Protection
Toxic and flammable gas hazards are present across oil and gas operations in Malaysia. H2S is the primary toxic gas concern at upstream and refinery facilities. CO is a risk wherever combustion processes operate in confined or semi-confined spaces. Hydrocarbon vapours in confined spaces create flammable atmosphere risk. Oxygen deficiency is a risk in any enclosed space.
Personal Multi-Gas Monitors. The minimum configuration for oil and gas site work is a four-gas monitor covering O2, LEL (combustible gas), H2S, and CO. At facilities with additional specific gas hazards, extended sensor configurations may be required. Personal gas monitors must be bump tested before each shift against calibration gas and the bump test must be documented.
H2S Personal Monitors. At facilities with H2S risk, personal H2S monitors with audible and vibrating alarms are required for all workers in areas where H2S may be present. The alarm setpoints must be configured to the facility's H2S alarm levels.
Supplied Air Breathing Apparatus (SABA) and SCBA. For entry into immediately dangerous to life or health (IDLH) atmospheres including spaces with confirmed toxic gas concentrations or oxygen deficiency, supplied air or self-contained breathing apparatus is required. Air-purifying respirators provide no protection in IDLH conditions. Escape SCBA sets must be available in areas where rapid atmospheric deterioration is a risk.
Half-Face and Full-Face Respirators with Appropriate Cartridges. For non-IDLH environments with confirmed but tolerable concentrations of toxic gases or vapours, cartridge respirators with the correct cartridge type for the specific gas are required. Cartridge type must match the gas. An organic vapour cartridge provides no protection against H2S.
Checklist requirement: Gas detection equipment must be calibrated at manufacturer-specified intervals. Calibration certificates must be available for inspection. Bump test records must be maintained. All gas detection equipment used at PETRONAS facilities must be on the approved equipment list or accompanied by documentation confirming compliance with the applicable PETRONAS technical standard.
Head Protection
Safety helmets in oil and gas environments in Malaysia must meet the requirements of the specific hazard environment. Standard Class A helmets may not be adequate across all areas of an oil and gas facility.
Class B Safety Helmets. Providing impact, penetration, and electrical protection to 20,000 volts. The appropriate specification for all areas of an oil and gas facility where electrical hazards are present alongside general impact risks. This is the default specification for most oil and gas sites in Malaysia.
Class B Helmets with Chin Straps. Required for working at heights, for work on elevated structures, and for work in areas where helmet dislodgement from wind, equipment movement, or a fall is a risk.
Hard Hat Stickers and Role Identification. Many oil and gas facilities in Malaysia use hard hat colour and sticker systems to identify worker role, visitor status, and authorisation level. Custom hard hat stickers from a workwear and PPE supplier allow consistent identification across contractor teams.
Checklist requirement: Helmets must be inspected regularly and must be within the manufacturer's service life. Helmets that have sustained significant impacts must be replaced immediately even if no visible damage is apparent.
Eye and Face Protection
Oil and gas operations generate a broad range of eye and face hazards including chemical splash during process sampling and maintenance, UV radiation from outdoor work, particles and debris during mechanical maintenance, and arc flash and welding radiation during electrical and fabrication work.
Chemical Splash Goggles. For process sampling, chemical handling, and maintenance on process equipment where chemical splash risk is present. Must provide a sealed enclosure around the eye.
UV-Rated Safety Spectacles. For outdoor workers on upstream sites and pipeline projects exposed to prolonged UV radiation in Malaysia's equatorial climate.
Face Shields. For grinding, cutting, and mechanical maintenance work generating particles and debris. Must be impact-rated appropriate to the specific task.
Arc Flash Face Shields. As covered under arc flash protection above. Must be arc-rated and separate from standard impact face shields.
Welding Shields. Shaded to the appropriate number for the welding process in use. Must protect against arc radiation, UV, and infrared.
Checklist requirement: Eye protection must be appropriate to the specific eye hazard. Standard clear safety glasses do not protect against chemical splash. Chemical splash goggles do not provide arc flash protection. The hazard drives the selection.
Hand Protection
Hand hazards across oil and gas operations range from chemical exposure during process work and sampling to cut risk during mechanical maintenance, heat exposure during insulation and piping work, and electrical risk during switchgear maintenance.
Chemical Resistant Gloves. Selection must be based on chemical resistance data for the specific process chemicals at the facility. Nitrile, neoprene, butyl, and natural rubber gloves each have different chemical resistance profiles. Do not assume a single glove type covers all chemical hazards on site.
Cut-Resistant Gloves. Rated to the appropriate ANSI/ISEA 105 or EN 388 cut level for the specific mechanical maintenance task. Valve maintenance, pipe fitting, and equipment handling all generate different cut hazard profiles requiring different cut resistance levels.
Heat-Resistant Gloves. For insulation work, piping maintenance, and any task involving contact with hot surfaces or proximity to process heat.
Electrical Insulating Rubber Gloves. Voltage-rated, regularly pressure tested, and worn with leather over-gloves for all live electrical work.
Checklist requirement: Glove selection must be documented in the risk assessment for each task. A single glove type for all hand hazards across an oil and gas facility is not a credible PPE programme.
Foot Protection
Steel-Toe Safety Boots, S3 Rated. The minimum specification for general site work across oil and gas facilities in Malaysia. S3 provides toe cap protection, puncture resistance, and heel energy absorption.
Anti-Static Safety Footwear. For classified hazardous areas where electrostatic discharge is an ignition risk. Anti-static footwear must be worn without insulating insoles or socks that would break the anti-static circuit between the wearer and the ground.
Chemical Resistant Safety Boots. For process areas where chemical floor contamination or splash risk is present.
Checklist requirement: Footwear for classified hazardous areas must be anti-static rated. Standard steel-toe boots are not adequate for EX zone work without anti-static specification.
Fall Protection
Oil and gas facilities in Malaysia involve extensive working at heights on process structures, vessels, flare stacks, storage tanks, and elevated pipework. Falls from height are a consistent contributor to oil and gas sector fatalities in Malaysia.
Full-Body Harnesses. Mandatory for all fall arrest applications. Correctly fitted and inspected before each use.
Self-Retracting Lifelines (SRLs). Preferred over fixed lanyards for work on process structures where fall clearance is limited. SRLs arrest falls within centimetres.
Intrinsically Safe Attachment Hardware. In classified hazardous areas, metallic components including snap hooks and D-rings must be assessed for suitability in the area classification. Stainless steel hardware is generally specified for EX zone fall protection equipment.
Checklist requirement: A documented rescue plan must be in place before any working at heights operation begins. Suspended worker rescue from elevated structures in oil and gas facilities requires specific planning and equipment given access constraints.
What to Verify When Selecting an Oil and Gas PPE Supplier in Malaysia
A supplier working with oil and gas procurement teams in Malaysia must be able to demonstrate the following capabilities before they earn a position on your approved vendor list.
PETRONAS and PCSB product compliance knowledge. Your supplier must understand which products require PETRONAS approval, how to access approved vendor lists, and how to support the documentation process for product approval at specific facilities.
FR garment expertise. Flame-resistant workwear is a safety-critical product category where specification errors have fatal consequences. Your supplier must be able to confirm FR ratings, explain the difference between NFPA 2112 and NFPA 70E FR requirements, and advise on the correct calorie rating for your specific flash fire and arc flash hazard levels.
Gas detection calibration support. Supplying gas detection instruments without supporting the calibration programme is incomplete supply. Your supplier must be able to provide calibration gas in the correct concentration for your instruments, advise on calibration intervals, and provide calibration documentation.
Documentation at point of supply. SIRIM certificates, FR test certificates, arc flash calorie ratings, gas detection calibration certificates, and pressure test records for insulating gloves must all be available when goods are delivered, not after a request and a delay.
Approved vendor status or the capability to work through it. Many oil and gas facilities in Malaysia operate approved vendor lists for PPE supply. If your facility requires approved vendor status, your supplier must either already hold it or have a clear process for obtaining it.
Download the Haisar Oil and Gas PPE Catalogue
Haisar Supply and Services supplies the full range of oil and gas PPE for operations across Malaysia. Our range covers every category in this checklist, from PETRONAS-appropriate FR coveralls and arc flash PPE to H2S personal monitors, confined space rescue systems, voltage-rated insulating gloves, and full-body harnesses for work on process structures.
We work with procurement officers and HSE managers at PETRONAS contractor companies, upstream operators, refinery shutdown contractors, and offshore support companies across Malaysia. We understand the compliance framework, we supply with the documentation your facilities require, and we maintain the product knowledge to advise on specification rather than just fulfilling purchase orders.
Download the Haisar PPE Product Catalogue
Or contact our team directly to discuss your oil and gas PPE requirements. We respond promptly and we come prepared to talk about specifications, not just prices.
Haisar Supply and Services Sdn Bhd (985158-T) | Kulai, Johor, Malaysia | www.haisar.com

Every worker on a project site or in an industrial facility is representing an organisation. The workwear they wear communicates professionalism, safety compliance, and organisational identity to clients, regulators, and the public. Generic off-the-shelf workwear does that job passably. Custom workwear does it properly.
For companies operating in Malaysia's industrial sectors, the case for custom workwear goes beyond branding. On multi-contractor project sites, custom workwear with company identification is a practical safety tool. It allows supervisors, HSE officers, and emergency responders to instantly identify which company a worker belongs to, what their role is, and whether they have the right authorisation to be in a specific area. On client-facing sites, it projects the kind of professionalism that builds repeat business. And on sites where personal protective equipment is a regulatory requirement, custom workwear that integrates compliance and branding eliminates the friction of workers choosing comfort over safety.
This guide covers everything you need to know about custom workwear in Malaysia, from the product range and customisation options available, to how the ordering process works and what to look for in a custom workwear supplier. Whether you need branded coveralls for an oil and gas shutdown team, hi-vis jackets for a construction contractor, or a full uniform programme across a multi-site organisation, this is the reference for making informed procurement decisions.
Who Needs Custom Workwear in Malaysia
Custom workwear is relevant across virtually every sector of Malaysia's industrial and commercial economy. The specific requirements vary by industry but the underlying need is consistent: workers who look the part, are identifiable on site, and are protected by garments that meet the regulatory and practical demands of their working environment.
Oil and gas and petrochemical operations require custom workwear that integrates branding with flame-resistant (FR) protection. Workers at PETRONAS facilities, refinery shutdowns, and upstream operations wear FR coveralls as a regulatory requirement. Custom branding on FR garments allows contractors to maintain company identification without compromising the protection rating of the garment.
Construction and civil engineering contractors across Johor, the Klang Valley, and major infrastructure projects use custom hi-vis vests, jackets, and coveralls to differentiate their workers from those of other contractors on shared sites. On large projects with multiple principal and sub-contractors, colour-coded and branded workwear is the practical solution to workforce identification.
Data centre developers and fit-out contractors working in Malaysia's rapidly expanding data centre sector increasingly require clean, professional-looking custom uniforms for their on-site teams. Client operators of hyperscale data centres have high standards for contractor presentation and branded workwear is a basic expectation.
Solar EPC contractors and renewable energy project teams mobilising across Malaysia's expanding solar farm pipeline need custom workwear that handles outdoor conditions, provides UV protection, and identifies workers by company and role on sites where multiple contractors are working simultaneously.
Marine and shipyard operators in Johor's port corridor require custom workwear that is appropriate for wet, physically demanding environments and that clearly identifies workers by company and department across large, complex facility areas.
Manufacturing and industrial facilities across Johor's industrial zones use custom uniforms and workwear to create a consistent professional appearance, to differentiate between departments, and to ensure that safety-critical garment requirements are met consistently across the workforce.
Facilities management and service contractors working across commercial and industrial sites in Malaysia use custom uniforms as part of their service delivery standard. Branded, well-presented uniforms communicate professionalism and build client confidence in the service being delivered.
The Custom Workwear Range
A full custom workwear programme in Malaysia covers a broader range of garment types than most procurement teams initially consider. Understanding the full range allows organisations to build a coherent, consistent workwear system rather than procuring individual items piecemeal.
Custom Coveralls
Coveralls are the workhorse of industrial workwear across Malaysia's project and facility sectors. A well-specified custom coverall provides full-body protection, carries company branding, and can be manufactured in materials ranging from standard polycotton to flame-resistant, chemical-resistant, or anti-static fabrics depending on the hazard environment.
Custom coveralls for industrial use in Malaysia are typically specified with the following options: fabric weight and material, colour and colour-blocking options, logo embroidery or heat-transfer print placement, reflective tape configuration and rating, pocketing and closure options, and sizing range to accommodate the workforce demographic.
For flame-resistant applications, the FR rating of the base fabric must be maintained through any customisation process. Embroidery thread, reflective tape adhesives, and print materials must all be compatible with the FR specification of the garment. A custom workwear supplier working with FR garments must understand this requirement and be able to confirm that their customisation process preserves the FR rating.
Custom Hi-Vis Vests and Jackets
High-visibility garments are a legal requirement across construction sites, road works, and any environment where workers are at risk from moving vehicles and plant. Custom hi-vis garments combine the mandatory visibility requirement with company branding and site-specific identification.
Custom hi-vis options in Malaysia include single-colour vests with front and back logo, colour-blocked vests with contrasting panels for departmental identification, mesh vests for hot-climate comfort, hi-vis jackets with hood and full closure for wet season conditions, and hi-vis coveralls providing full-body visibility for high-risk environments.
The reflective tape configuration on custom hi-vis garments must maintain the MS ISO 20471 rating required for the application. Class 2 and Class 3 ratings have specific requirements for the area and placement of retroreflective material. Customisation that reduces the reflective tape area below the rated requirement produces a non-compliant garment regardless of how well-branded it is.
Custom Polo Shirts and T-Shirts
For supervisory staff, site engineers, HSE officers, and management personnel who work on site but are not in direct contact with physical hazards, custom polo shirts and T-shirts provide a professional appearance that differentiates them from the general workforce while remaining comfortable in Malaysia's climate.
Custom polos for industrial environments in Malaysia are typically specified with moisture-wicking, quick-dry fabric, UV protection rating for outdoor environments, embroidered logo on the left chest, optional back print for company or project identification, and colour choices aligned to the company's brand identity.
Custom Workpants and Shorts
Lower-body workwear is frequently overlooked in custom workwear programmes but is an important part of a complete, consistent workwear system. Custom work trousers in polycotton or ripstop fabric, with company-appropriate colour and logo options, complete the professional appearance that custom upper-body garments create.
Custom Safety Footwear
While less common than garment customisation, branded safety footwear including company-logoed safety boot tongues and custom boot bags is available and is used by organisations where a complete head-to-toe branded workwear system is the standard.
Custom Hard Hat Stickers and Helmet Branding
Safety helmets can be branded with company logos, project identification, and role identification using high-quality vinyl stickers or pad-printed directly onto the helmet shell. This is a cost-effective way to extend branding to head protection without replacing compliant helmets.
Customisation Options and Methods
The quality of customisation on workwear is as important as the quality of the garment itself. Poor embroidery, faded prints, and peeling heat-transfer logos reflect badly on the organisation wearing them and may indicate shortcuts in the production process that affect garment quality as well.
Embroidery is the premium standard for logo application on workwear. Embroidered logos are durable, professional in appearance, and resistant to washing and abrasion. They are appropriate for chest logos, sleeve badges, and name tags. The thread count, colour matching, and backing material used in embroidery all affect the quality of the finished product.
Screen printing is appropriate for larger graphic applications, particularly back prints on t-shirts, polos, and vests. Screen printing produces vibrant, detailed prints at lower cost per unit than embroidery for large logo areas. Quality screen printing maintains colour accuracy and wash durability across the working life of the garment.
Heat transfer printing allows photographic-quality image reproduction and is suitable for complex, multi-colour logos and graphics that would be prohibitively expensive to screen print. Modern heat-transfer materials are wash-durable and flexible, maintaining adhesion through repeated industrial laundering.
Reflective tape application for hi-vis garments must use tape materials that are compatible with the base fabric and maintain the retroreflective performance required for the garment's MS ISO 20471 rating. The placement of reflective tape on custom garments must meet the standard's requirements for tape area and configuration.
Colour and fabric customisation for larger orders allows complete specification of the garment from fabric to finished product, including custom colours that match exact brand specifications, fabric weights and constructions suited to the operating environment, and pocketing, closure, and fit specifications tailored to the workforce.
The Custom Workwear Ordering Process at Haisar
Understanding how a custom workwear order is managed from enquiry to delivery helps procurement teams plan timelines accurately and avoids the last-minute scrambles that are common when custom garment lead times are underestimated.
Step One: Enquiry and Requirements Brief
The process begins with a conversation. Haisar's team will gather the information needed to produce an accurate quotation and a product recommendation: the garment types required, the fabric and protection specifications, the workforce size and size distribution, the logo and branding requirements, the delivery timeline, and any site-specific requirements such as FR compatibility, anti-static specification, or client-mandated colour standards.
For large or complex programmes, we recommend a brief meeting or call to review requirements before quotation. This avoids the back-and-forth that results from quoting against an incomplete brief.
Step Two: Quotation and Sample Approval
Haisar provides a detailed quotation covering unit pricing, setup costs for embroidery or print, minimum order quantities, and lead time. For new custom programmes, we produce a sample garment with the logo applied before the full order is confirmed. Sample approval ensures that colour, placement, and embroidery quality meet expectations before production begins.
For ongoing programmes where garment and logo specifications are established, sample approval may be skipped for repeat orders.
Step Three: Production
Once the order is confirmed and the sample is approved, production begins. Production lead times for custom workwear in Malaysia typically range from two to four weeks depending on garment type, order volume, and customisation complexity. FR garments with specialised fabric requirements may carry longer lead times and this is communicated upfront at the quotation stage.
Haisar manages production communication proactively. If any production issue arises that could affect the delivery timeline, we notify the client immediately with options rather than presenting the delay as a fait accompli on the scheduled delivery date.
Step Four: Quality Check and Delivery
Completed garments are quality checked before dispatch. This includes verifying logo placement and quality, checking garment measurements against the approved specification, confirming size distribution against the order, and checking reflective tape placement and condition on hi-vis garments.
Delivery is to the client's specified address or project site across Johor and peninsular Malaysia. For large programme orders, phased delivery aligned to the client's mobilisation schedule can be arranged.
Step Five: Ongoing Replenishment
Custom workwear programmes are not one-time orders. Workforce changes, garment replacement due to wear or damage, new joiners requiring induction sets, and project extensions all generate ongoing replenishment requirements. Haisar maintains programme records for repeat clients so that replenishment orders can be processed without re-establishing specifications from scratch.
What Separates a Good Custom Workwear Supplier in Malaysia
The custom workwear market in Malaysia is broad and ranges from quality-focused suppliers with industrial experience to generic promotional merchandise vendors who can print a logo but have no understanding of the safety, compliance, and durability requirements of industrial workwear. Here is how to tell the difference.
Fabric and compliance knowledge. A custom workwear supplier working with industrial clients in Malaysia must understand the difference between standard polycotton and FR fabric, between standard and anti-static specification, between Class 2 and Class 3 hi-vis compliance. If a supplier cannot explain these distinctions and how their customisation process maintains the relevant protection rating, they are not the right partner for safety-critical workwear.
Sample before production. Any credible custom workwear supplier will produce a sample for approval before committing to full production. Suppliers who proceed to full production without sample approval are either cutting corners or have insufficient quality control to offer a meaningful sample process. Do not place a large custom workwear order without seeing and approving a physical sample.
Lead time honesty. Custom workwear takes time. A supplier who quotes two-week lead times for FR custom coveralls without qualification is either carrying stock that may not match your specification or is being optimistic in a way that will cause problems. Ask specifically about the lead time for the fabric, the garment construction, and the customisation separately. Understand where the longest lead time in the process sits.
Industrial client references. A supplier who works primarily with corporate uniform clients may not be equipped for industrial workwear procurement. Ask about experience with FR garments, hi-vis compliance, and industrial project workwear programmes. References from comparable clients in the oil and gas, construction, or manufacturing sectors are more relevant than references from retail or hospitality clients.
Minimum order quantities that match your scale. Some custom workwear suppliers in Malaysia work exclusively with high-volume orders that are not appropriate for small or mid-size project teams. Others can accommodate smaller programmes without disproportionate setup costs. Be clear about your order volume early in the enquiry process to avoid wasting time with suppliers whose model does not match your scale.
What Our Clients Say
Project teams and facility operators who have worked with Haisar on custom workwear programmes consistently highlight the same things: the speed of response at the enquiry stage, the quality of the finished garments, and the reliability of delivery against the committed timeline.
A construction contractor working on a large infrastructure project in Johor Bahru required custom hi-vis coveralls with company branding and CIDB-compliant reflective tape for a 200-person workforce. Haisar managed the programme from specification to delivery within the project's mobilisation window, including size distribution across the workforce and phased delivery aligned to site induction batches.
An oil and gas shutdown contractor needed custom FR coveralls with company logo and individual name embroidery for a 60-person team mobilising for a planned shutdown at a Johor petrochemical facility. Haisar confirmed FR fabric compatibility with the customisation process, produced samples for client approval, and delivered the complete order within the required pre-shutdown timeline.
A data centre fit-out principal contractor required a consistent workwear programme across three sub-contractor packages to create a unified professional appearance for their client. Haisar coordinated the programme across all three contractors, maintaining consistent garment specification while differentiating sub-contractor identification through colour panel and badge placement.
WhatsApp Haisar to Discuss Your Custom Workwear Requirements
Whether you are equipping a project team for mobilisation, building a full uniform programme for a facility, or replacing an existing workwear arrangement with something that better represents your organisation, Haisar Supply and Services is ready to help.
WhatsApp us now for a fast response from our team. We will discuss your requirements, advise on the right garment and customisation specification for your application, and provide a quotation with accurate lead times.
Or visit our workwear product pages to explore our standard and custom workwear range.
Browse Workwear Products at haisar.com
Haisar Supply and Services Sdn Bhd (985158-T) | Kulai, Johor, Malaysia | www.haisar.com

Industrial procurement in Malaysia is not getting simpler. Project timelines are tighter. Compliance requirements are broader. The number of product categories a project site needs to procure before mobilisation has expanded as regulatory enforcement has intensified. And the cost of a procurement failure, whether that is the wrong product on site, a delivery that does not arrive, or equipment that cannot be documented against the applicable standard, falls squarely on the procurement manager or HSE manager who signed off on the purchase.
This guide is written for procurement managers and HSE managers who are responsible for industrial supply in Malaysia. It covers how the procurement landscape is structured, what the most common failures look like and why they happen, how to build a procurement process that delivers compliance and operational reliability, and what to look for in a supply partner who can actually support the way industrial projects in Malaysia work.
The Industrial Procurement Landscape in Malaysia
Malaysia's industrial base spans a wide range of sectors, each with distinct procurement needs and regulatory obligations. Understanding where your organisation sits in this landscape shapes every procurement decision downstream.
Oil and gas remains one of the largest drivers of industrial procurement in Malaysia. Operations in Kertih, Bintulu, Labuan, and across the offshore blocks in Malaysian waters procure under PETRONAS contractor requirements and international standards including IOGP and API. Procurement in this sector is heavily documented, approval-listed, and subject to audit. Compliance is not aspirational. It is contractually enforced.
Construction and civil engineering across Johor, the Klang Valley, and major infrastructure corridors operates under CIDB requirements, DOSH regulations, and increasingly stringent client HSE standards as international developers and institutional investors impose their own supply chain requirements on Malaysian contractors.
Manufacturing and industrial facilities in Johor's industrial zones, Penang's manufacturing corridor, and Selangor's industrial parks procure under the Factories and Machinery Act, OSHA 1994, and sector-specific requirements depending on whether the facility handles chemicals, food products, electronics, or heavy equipment.
Renewable energy and data centres are the fastest-growing procurement segments in Malaysia. Solar EPC contractors, data centre developers, and their principal contractors are mobilising at scale and often managing procurement for project types they have not procured for before, creating gaps that experienced supply partners can close.
Marine, shipyard, and offshore support operations in Johor, Labuan, and Sarawak procure under Marine Department Malaysia requirements, SOLAS obligations, and client HSE standards from international vessel operators and charterers.
Across all of these sectors, the procurement function faces the same core challenge: sourcing the right products, at the right specification, with the right documentation, delivered to site on time and within budget.
Why Industrial Procurement in Malaysia Fails
Understanding where procurement goes wrong is more useful than a generic best-practice checklist. These are the failure modes that appear most consistently across Malaysian industrial procurement operations.
Specification drift. A purchase is raised for a product category without a sufficiently precise specification. The supplier interprets the requirement broadly and supplies a product that technically meets the description but not the application requirement. The classic example is respiratory protection: an order for "dust masks" results in FFP1 disposable respirators being delivered to a site where the hazard assessment requires half-face respirators with chemical cartridges. The product is in the correct category. It is wrong for the application.
Certification gaps. Products arrive on site without the certification documentation required by the client, the principal contractor, or the regulator. The products may be perfectly compliant but without documentation they cannot be accepted on a regulated site. Re-ordering causes delay. Expedited shipping adds cost. The procurement function carries the blame for a failure that originated in supplier selection.
Lead time optimism. Suppliers quote lead times based on their best-case assumptions. Procurement plans are built around those lead times. When actual delivery takes longer, which it frequently does for imported products and for products requiring local certification, the site mobilisation is delayed or the project proceeds without the equipment, creating both operational and compliance risk.
Vendor fragmentation. Different product categories are sourced from different suppliers. Each supplier relationship requires separate communication, separate purchase orders, separate delivery coordination, and separate invoice processing. The administrative overhead compounds with each additional vendor. Errors in one supplier relationship cascade through the others when equipment from multiple vendors must arrive simultaneously for site mobilisation.
Reactive rather than planned procurement. Equipment is ordered when the need is identified rather than when the project schedule indicates it will be needed. This is particularly common for consumable PPE. A site runs out of respirators mid-project. An urgent order is placed. Premium freight charges are incurred. The site operates without adequate respiratory protection during the gap.
Price-led vendor selection. The lowest-price supplier is selected without adequate assessment of product quality, certification status, or delivery reliability. The cost saving on the initial purchase is offset multiple times over by the downstream costs of non-compliant products, re-ordering, and delivery failures.
Each of these failure modes is avoidable. Avoiding them requires a structured procurement process and a supply partner who understands the industrial operating environment in Malaysia.
Building a Compliant Industrial Procurement Process
A procurement process that reliably delivers compliant, correctly specified products on time is not complicated. It requires discipline in five areas.
Start with the hazard and regulatory requirement, not the product.
Every industrial procurement decision should begin with a clear understanding of the hazard being controlled and the regulatory requirement that governs it. For PPE, this means a documented risk assessment that identifies the specific hazard, the exposure level, and the standard that the PPE must meet. For fire equipment, this means understanding the BOMBA requirements for the specific occupancy classification. For gas detection equipment, this means understanding the atmospheric hazards present and the instrument specifications required to detect them reliably.
Procurement that starts with the product rather than the requirement is procurement that will generate specification drift.
Write specifications that are precise enough to be audited.
A purchase specification should describe the product in sufficient detail that any competent supplier would supply the same product. For PPE, this means specifying the product standard, the protection class, and the certification requirement. For gas detection, this means specifying the sensor types, the detection ranges, and the calibration requirement. For working at heights equipment, this means specifying the load rating, the fall clearance requirement, and the anchor compatibility.
Vague specifications invite interpretation. In industrial procurement, interpretation by the supplier is not the same as judgement by the HSE manager.
Require documentation at the point of order, not on delivery.
Certification documentation, technical data sheets, and compliance declarations should be requested as part of the purchase order process, not as an afterthought when the goods arrive on site. A supplier who cannot provide documentation before delivery is unlikely to have it ready on delivery day either.
For regulated environments including PETRONAS contractor sites, offshore operations, and international client project sites, a product compliance register should be built and maintained from the first procurement event. Adding documentation to the register after the fact, under time pressure before an audit, is a risk management failure.
Align procurement timing to the project programme.
Industrial procurement should be planned against the project construction programme, not raised reactively as needs arise. Each project phase has a predictable equipment requirement. Scaffold erection requires fall protection equipment and height access gear. Confined space work requires gas detection equipment, retrieval systems, and ventilation. Electrical installation requires LOTO equipment and electrical safety PPE.
Mapping these requirements to the project programme and initiating procurement with sufficient lead time to account for delivery and documentation is the single most effective change a procurement team can make to reduce reactive ordering.
Consolidate vendor relationships where possible.
Managing fewer supplier relationships reduces administrative overhead, reduces the risk of inter-supplier coordination failures, and allows the procurement function to develop genuine working knowledge of supplier capabilities. A supplier who provides a broad range of industrial safety and project supply products from a single point of contact eliminates the coordination cost of managing multiple specialist suppliers.
This does not mean accepting inferior products to achieve consolidation. It means selecting a supply partner with sufficient breadth and depth of product range to cover the majority of your procurement requirements at the standard your projects require.
The Documentation Requirement in Malaysian Industrial Procurement
Documentation is the element of industrial procurement that is most consistently underestimated until the first audit or incident investigation makes its importance undeniable.
In Malaysian industrial procurement, documentation operates at several levels simultaneously.
Product certification documentation confirms that the product meets the applicable standard. For PPE, this is the SIRIM certification reference or equivalent international certification. For fire equipment, this is the BOMBA approval number. For gas detection equipment, this is the calibration certificate. For electrical safety PPE, this is the voltage rating test certificate.
Purchase and supply chain records demonstrate the provenance of the product and confirm that it was sourced from a legitimate distributor or manufacturer representative. In the event of a product failure or incident investigation, the ability to trace the product back through the supply chain to the manufacturer is a legal and commercial requirement.
Maintenance and inspection records confirm that equipment in service has been maintained at the required intervals. DOSH inspections, BOMBA audits, and incident investigations all examine maintenance records. Equipment that appears functional but has not been formally inspected and documented is non-compliant.
Risk assessment and PPE selection records connect the hazard identified in the risk assessment to the product specified and procured. This is the chain of evidence that demonstrates a structured approach to worker protection. Without it, the procurement decision appears arbitrary even if the product selected was correct.
A procurement function that maintains complete documentation across these four levels is in a significantly stronger position in the event of a regulatory inspection, a client audit, or an incident investigation than one that relies on institutional memory and filing systems that are not maintained.
Procurement Considerations by Product Category
Different categories of industrial procurement in Malaysia carry different compliance risks and different documentation requirements. The following covers the categories that generate the most procurement complexity.
Personal Protective Equipment. The breadth of the PPE category and the variation in applicable standards across different hazard types make PPE procurement the most complex category for most industrial procurement teams. The key discipline is maintaining the link between the hazard assessment, the standard required, and the product specified. SIRIM certification is the primary compliance marker in Malaysia and must be confirmed for safety-critical PPE categories.
Gas Detection Equipment. Gas detectors are safety-critical instruments whose function depends entirely on calibration. Procurement of gas detection equipment must include provision for calibration gas supply, calibration intervals, and bump test documentation from day one. A gas detector without a calibration programme is not compliant equipment. It is a liability.
Working at Heights Equipment. The fall clearance requirement means that harness and lanyard selection is an engineering decision, not a product catalogue exercise. Procurement teams who specify "safety harness and lanyard" without considering fall clearance, anchor compatibility, and the specific working at heights scenario will generate specification drift. The supplier must be engaged early enough to advise on system selection.
Fire Safety Equipment. BOMBA approval status must be confirmed before purchase. The type of extinguisher, the quantity, the placement, and the servicing arrangement are all regulatory requirements that must be addressed in the procurement specification. Sourcing extinguishers without confirming BOMBA approval and arranging annual servicing by a BOMBA-registered contractor is incomplete procurement.
Confined Space Equipment. The combination of gas detection, rescue retrieval, ventilation, communication, and entry signage required for compliant confined space entry means that confined space equipment is almost always best procured as a coordinated package rather than item by item. Gaps in the equipment set are not minor omissions. They are conditions that make a confined space entry non-compliant and that can result in fatal incidents.
Electrical Safety and LOTO Equipment. LOTO equipment must be compatible with the specific isolation points on the equipment being locked out. Generic procurement of LOTO equipment without reference to the valve types, circuit breaker configurations, and isolation point dimensions present on site results in equipment that cannot be used on the day it is needed.
What to Look for in an Industrial Supply Partner in Malaysia
The supply partner relationship in industrial procurement is not equivalent to the relationship with an office supplies vendor. The stakes are different and the selection criteria must reflect that.
Compliance knowledge that matches your regulatory environment. Your supply partner must understand the specific regulatory framework that governs your operations in Malaysia, whether that is OSHA and DOSH, PETRONAS contractor requirements, BOMBA standards, Marine Department regulations, or a combination. A supplier who cannot speak to these requirements is not equipped to advise on specification.
Product range that covers your procurement scope. The administrative efficiency of consolidating supply across PPE, project equipment, gas detection, fire safety, working at heights, and confined space requires a supplier with genuine depth across all of these categories, not a supplier with strength in one category and a limited range in others.
Documentation capability. Your supply partner must be able to provide complete product documentation at the point of supply, not days later when your site team is waiting. This is a process requirement as much as a product requirement. Ask prospective suppliers specifically how they manage certification documentation for each product category.
Delivery reliability. The most accurately specified product at the best price delivers no value if it arrives after the project needs it. Delivery reliability requires the supplier to hold adequate stock of fast-moving items, to be transparent about lead times for imported or specially sourced products, and to communicate proactively when delivery commitments are at risk.
A named account contact who knows your project. Industrial procurement in Malaysia involves frequent questions, changed requirements, urgent resupply needs, and documentation requests. These are handled far more effectively by a named contact who understands your project and your procurement requirements than by a general enquiries inbox.
Haisar Supply and Services: Industrial Procurement Partner in Malaysia
Haisar Supply and Services Sdn Bhd, based in Kulai, Johor, works with procurement managers and HSE managers across Malaysia's industrial sectors as a consolidated supply partner for safety equipment and project supplies.
Our supply scope covers the full range of categories that industrial project teams in Malaysia procure: PPE across all hazard categories, gas detection and calibration, working at heights equipment, confined space entry and rescue systems, LOTO and electrical safety products, fire safety and emergency response equipment, site barriers and project supplies, and customised workwear and signage.
We engage with procurement requirements at the specification stage, not just at the point of purchase order. We provide complete product documentation with every supply. We deliver across Johor and peninsular Malaysia with lead time transparency and proactive communication when supply conditions change. And we provide a named account contact for every client engagement.
For procurement managers and HSE managers who are responsible for getting industrial supply right in Malaysia, we are ready to talk about how we can support your programme.
Get a Quote from Haisar
Whether you are planning procurement for a new project mobilisation, reviewing your current supply arrangements, or looking for a more capable industrial supply partner in Malaysia, contact Haisar to discuss your requirements.
Our team will respond promptly with the information you need to make a confident procurement decision.
Haisar Supply and Services Sdn Bhd (985158-T) | Kulai, Johor, Malaysia | www.haisar.com